Effect of Styrene-Diene Block Copolymers and Glass Bubbles on the Post-Consumer Recycled Polypropylene Properties †

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Synthesis of SBS/SIS Block-Copolymers
2.2. Post-Consumer Recycled Polypropylene (rPP)
2.3. Glass Bubbles (GB)
2.4. Processing of Post-Consumer Recycled Polypropylene Composites
2.5. Investigated Methods
2.5.1. Melt Processing Characteristics
2.5.2. Optical Microscopy
2.5.3. SEM Analysis
2.5.4. FTIR Study
2.5.5. Thermal Characterization
2.5.6. Mechanical Characterization
3. Results and Discussion
3.1. Processing Behavior of Post-Consumer rPP Blends
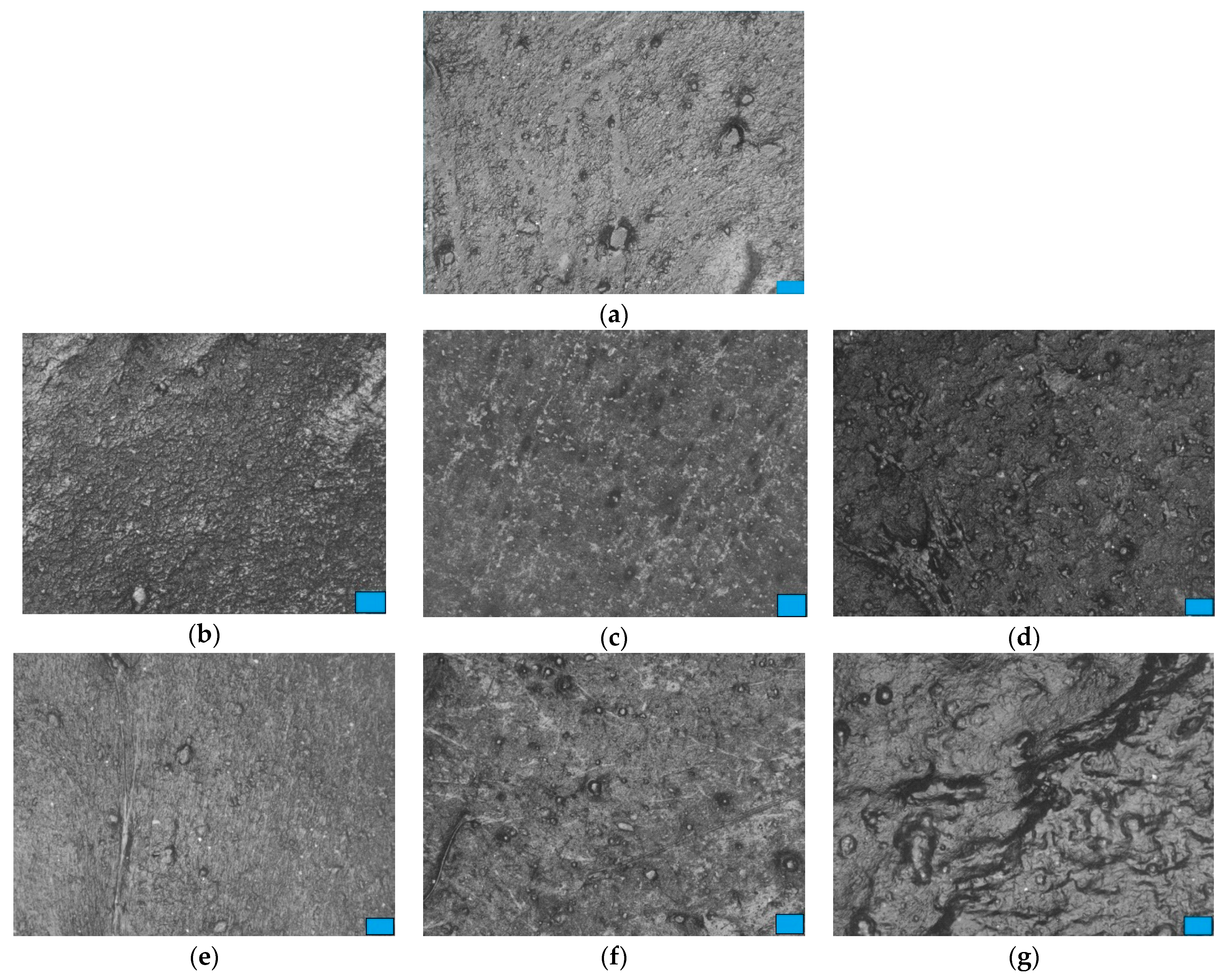
3.2. Optical Microscopy
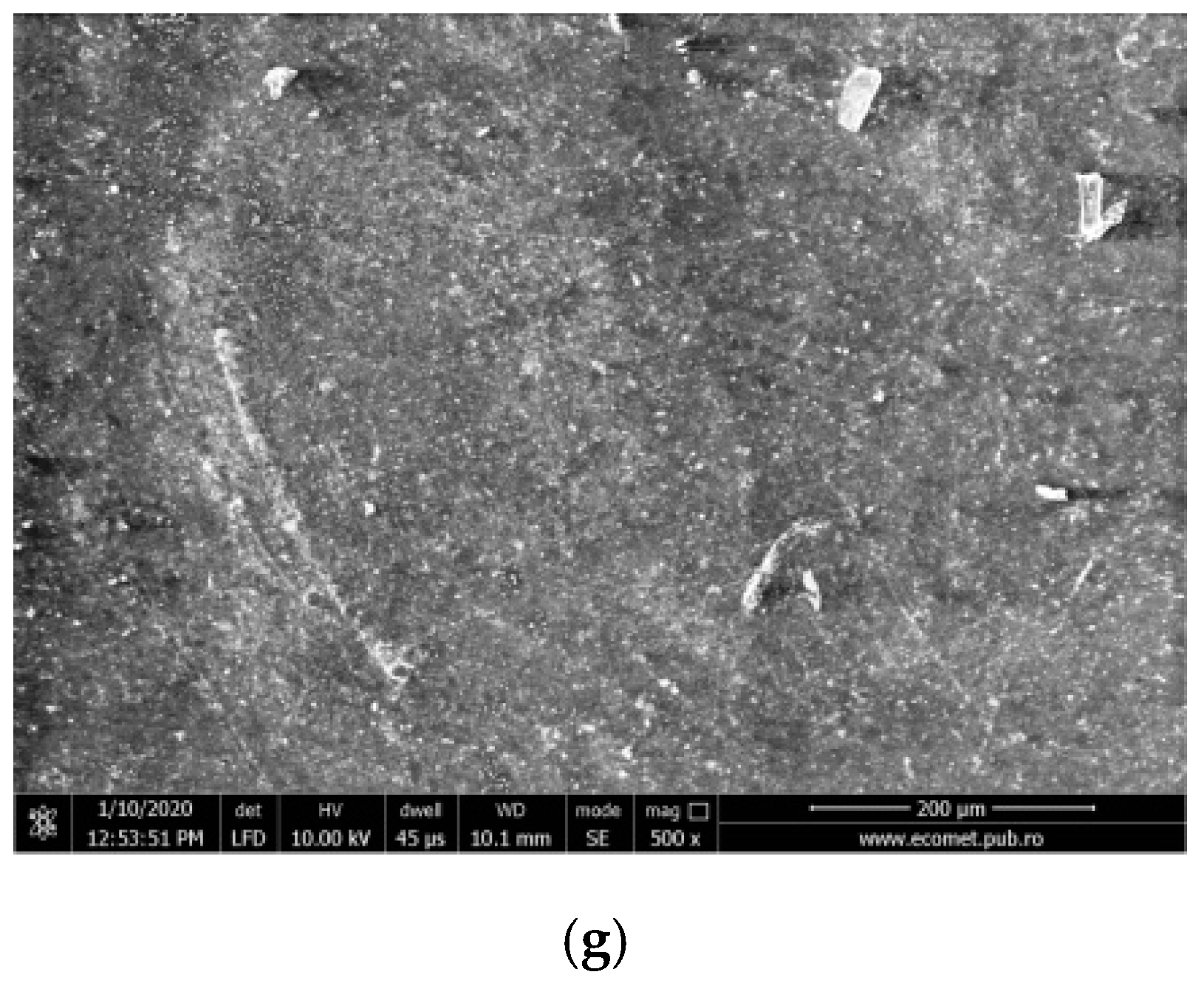
3.3. SEM Examination
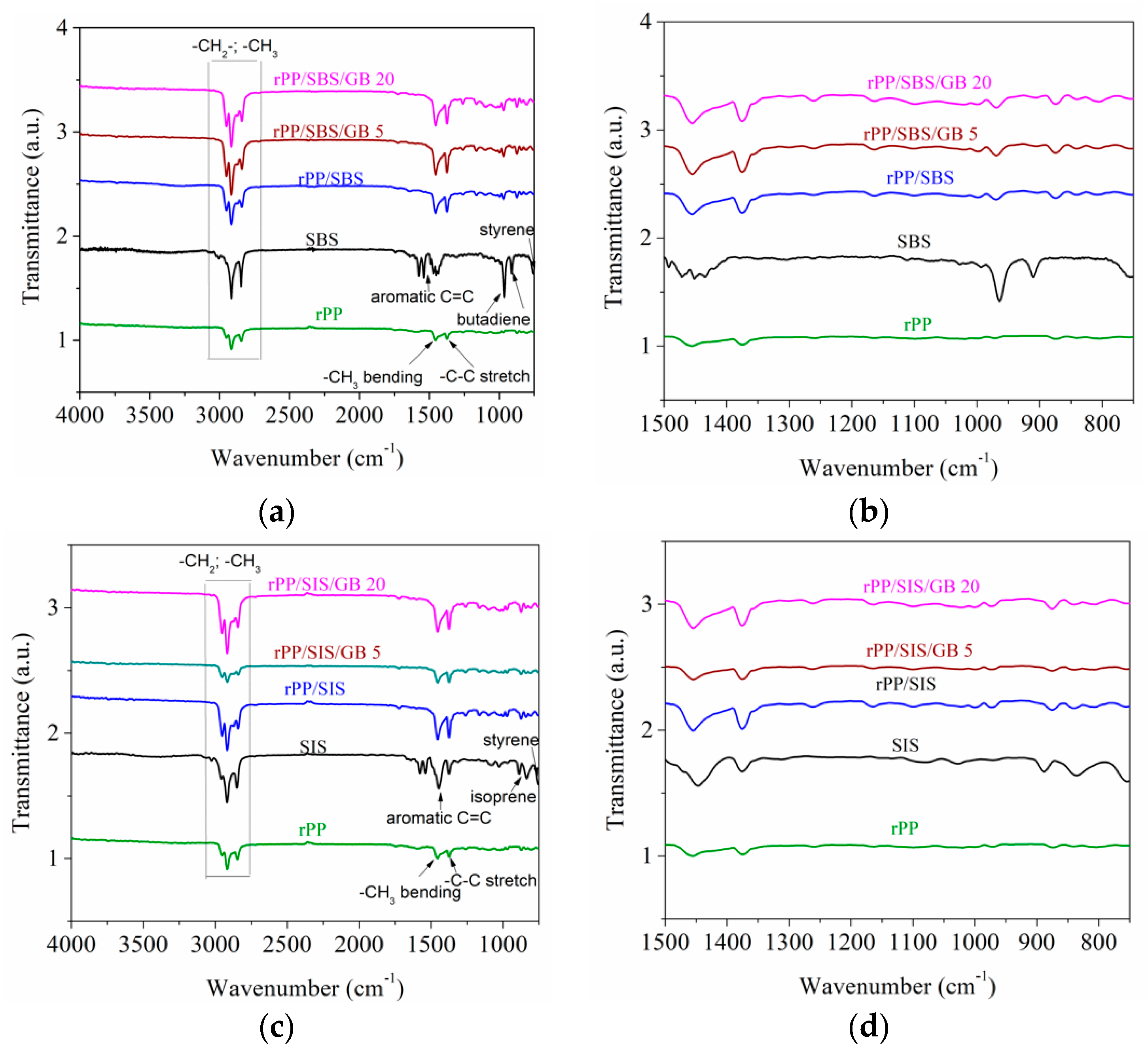
3.4. FT-IR Analysis
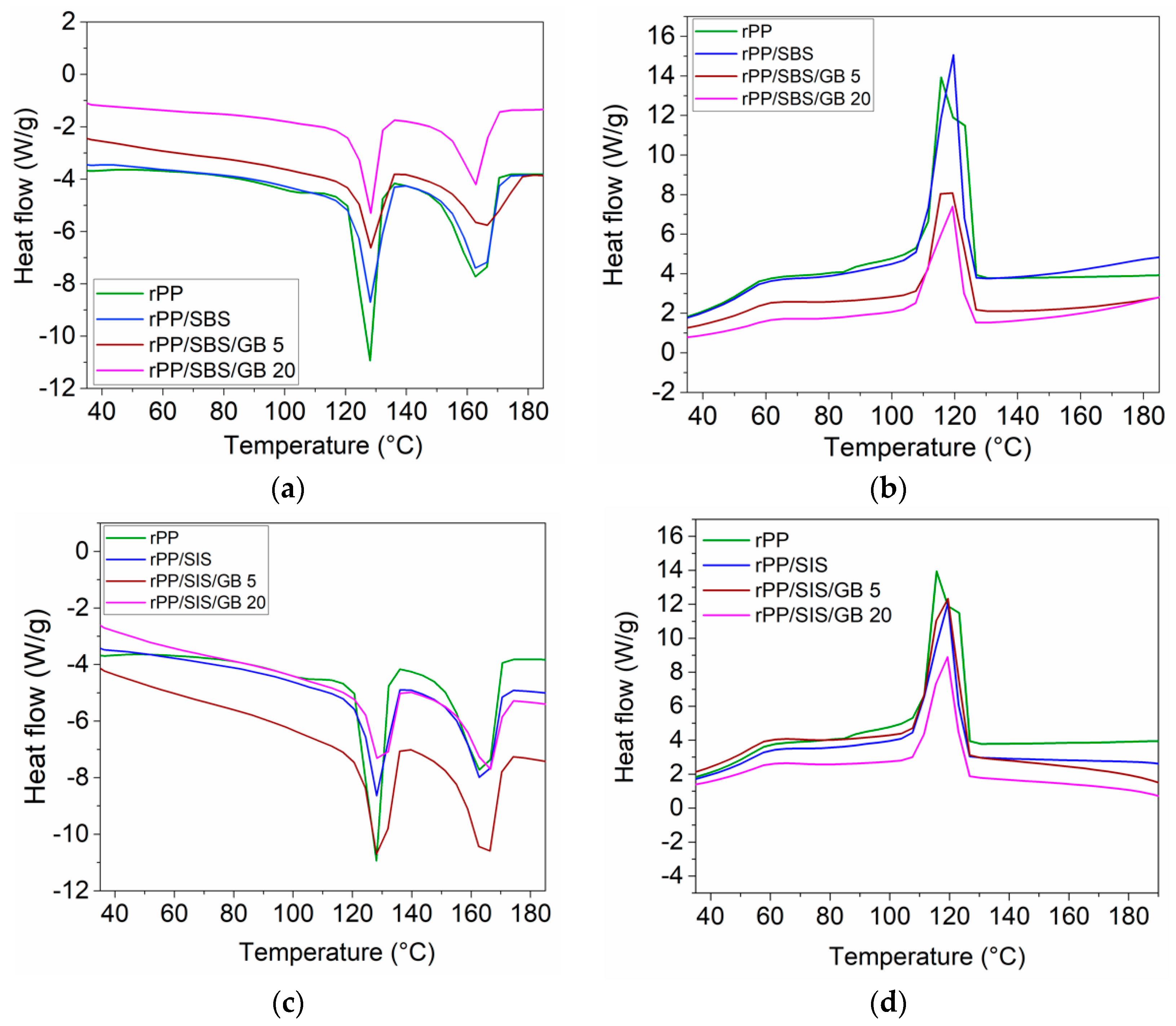
3.5. DSC Measurement
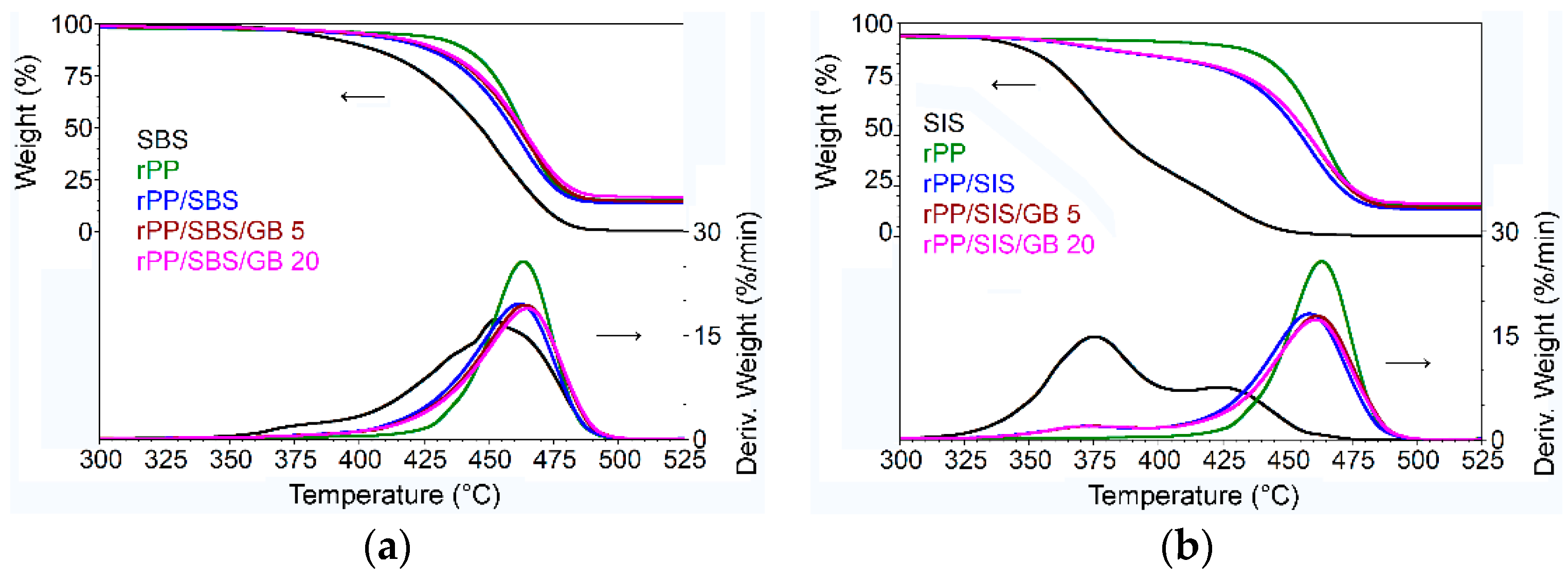
3.6. TGA
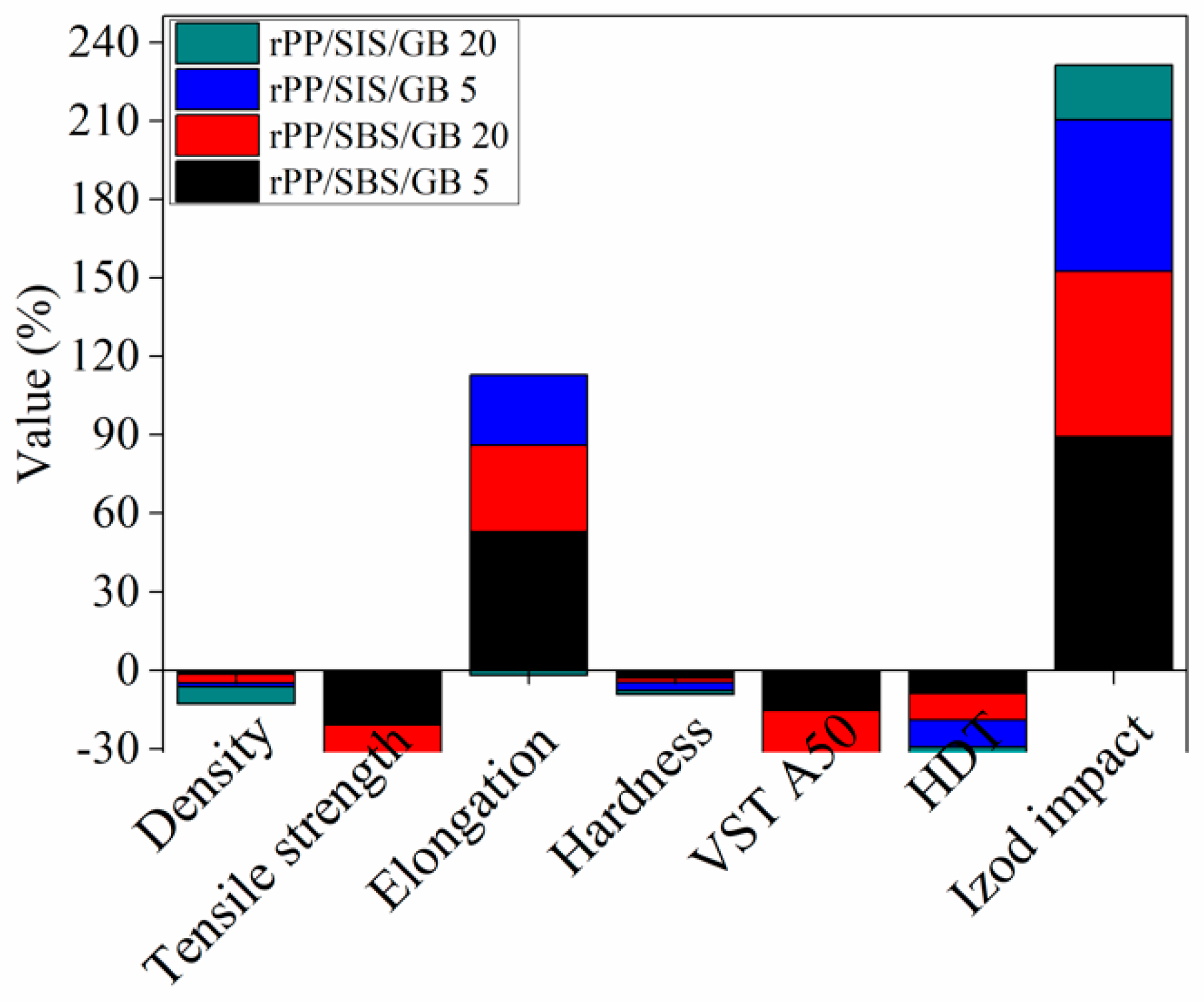
3.7. Mechanical Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Michalska-Pozoga, I.; Rydzkowski, T.; Mazur, P.; Sadowska, O.; Thakur, V.K. A study on the thermodynamic changes in the mixture of polypropylene (PP) with varying contents of technological and postuser recyclates for sustainable nanocomposites. Vacuum 2017, 146, 641–648. [Google Scholar] [CrossRef]
- Yang, W.; Liu, Z.Y.; Shan, G.F.; Li, Z.M.; Xie, B.H.; Yang, M.B. Study on the melt flow behavior of glass bead filled polypropylene. Polym. Test. 2005, 24, 490–497. [Google Scholar] [CrossRef]
- Köpplmayr, T.; Milosavljevic, I.; Aigner, M.; Hasslacher, R.; Plank, B.; Salaberger, D.; Miethlinger, J. Influence of fiber orientation and length distribution on the rheological characterization of glass-fiber-filled polypropylene. Polym. Test. 2013, 32, 535–544. [Google Scholar] [CrossRef]
- Hugo, A.M.; Scelsi, L.; Hodzic, A.; Jones, F.R.; Dwyer-Joyce, R. Development of recycled polymer composites for structural applications. Plast. Rubber Compos. 2011, 40, 317–324. [Google Scholar] [CrossRef]
- Khosrokhavar, R.; Naderi, G.; Bakhshandeh, G.R.; Ghoreishy, M.H.R. Effect of processing parameters on PP/EPDM/organoclay nanocomposites using Taguchi analysis method. Iran. Polym. J. 2011, 20, 41–53. [Google Scholar]
- Zhang, Q.; Wang, K.; Men, Y.; Fu, Q. Dispersion and tensile behavior of polypropylene/montmorillonite nanocomposites produced via melt intercalation. Chin. J. Polym. Sci. 2003, 21, 359–367. [Google Scholar]
- Ghasemi, I.H.A.; Naeimian, N. Rheological behaviour of polypropylene/kenaf fibre/wood flour hybrid composite. Iran. Polym. J. 2008, 17, 191–198. [Google Scholar]
- Chow, W.S.; Tham, W.L. Effects of antistatic agent on the mechanical, morphological and antistatic properties of polypropylene/organo-montmorillonite nanocomposites. Express Polym. Lett. 2009, 3, 116–125. [Google Scholar] [CrossRef]
- Kim, D.S.; Lee, B.K.; Kim, H.S.; Lee, J.W.; Gogos, C.G. A study of size and frictional effects on the evolution of melting Part II: Twin screw extruder. Korea Aust. Rheol. J. 2001, 13, 89–95. [Google Scholar]
- Wah, C.A.; Choong, L.Y.; Neon, G.S. Efects of titanate coupling agent on rheological behaviour, dispersion characteristics and mechanical properties of talc filled polypropylene. Eur. Polym. J. 2000, 36, 789–801. [Google Scholar] [CrossRef]
- Keledi, G.; Sudár, A.; Burgstaller, C.; Renner, K.; Móczó, J.; Pukánszky, B. Tensile and impact properties of three-component PP/wood/elastomer composites. Express Polym. Lett. 2012, 6, 224–236. [Google Scholar] [CrossRef]
- Shang-Guan, Y.G.; Chen, F.; Zheng, Q. Microstructure, morphology, crystallization and rheological behavior of impact polypropylene copolymer. Sci. China Chem. 2012, 55, 698–712. [Google Scholar] [CrossRef]
- Clemons, C. Elastomer modified polypropylene–polyethylene blends as matrices for wood flour–plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1559–1569. [Google Scholar] [CrossRef]
- Râpă, M.; Matei, E.; Ghioca, P.N.; Cincu, C.; Niculescu, M. Structural changes of modified polypropylene with thermoplastic elastomers for medical devices applications. J. Adhes. Sci. Technol. 2016. [Google Scholar] [CrossRef]
- Grigorescu, R.M.; Ghioca, P.; Iancu, L.; Grigore, M.E.; Ion, R.M.; Nicolae, C.A.; Gabor, R.; Filipescu, M.I.; Rapa, M.; Trusca, R.D.; et al. Impact strength elastomer composites based on polystyrene components separated from waste electrical and electronic equipment. J. Appl. Polym. Sci. 2019. [Google Scholar] [CrossRef]
- Maris, J.; Bourdon, S.; Brossard, J.M.; Cauret, L.; Fontaine, L.; Montembault, V. Mechanical recycling: Compatibilization of mixed thermoplastic wastes. Polym. Degrad. Stab. 2018, 147, 245–266. [Google Scholar] [CrossRef]
- Pedroso, S.; Santos, B.; Almeida, D.; de Fatima, V.; Marques, M.; Henriques, C.A. Petrochemical feedstock from pyrolysis of waste polyethylene and polypropylene using different catalysts. Fuel 2018, 215, 515–521. [Google Scholar] [CrossRef]
- Kassargy, C.; Awad, S.; Burnens, G.; Kahine, K.; Tazerout, M. Gasoline and diesel-like fuel production by continuous catalytic pyrolysis of waste polyethylene and polypropylene mixtures over USY zeolite. Fuel 2018, 224, 764–773. [Google Scholar] [CrossRef]
- Achilias, D.S.; Antonakou, Ε.; Roupakias, C.; Megalokonomos, P.; Lappas, A. Recycling techniques of polyolefins from plastic wastes. Glob. Nest J. 2008, 10, 114–122. [Google Scholar]
- Ragosta, G.; Musto, P.; Martuscelli, E.; Russo, P. Recycling of plastic car components: The case of a multilayer item based on polypropylene. J. Mater. Sci. 2000, 35, 3741–3751. [Google Scholar] [CrossRef]
- Wang, K.; Bahlouli, N.; Addiego, F.; Ahzi, S.; Rémond, Y.; Ruch, D.; Muller, R. Effect of talc content on the degradation of re-extruded polypropylene/talc composites. Polym. Degrad. Stab. 2013, 98, 1275–1286. [Google Scholar] [CrossRef]
- Aurrekoetxea, J.; Sarrionandia, M.A.; Urrutibeascoa, I. Fracture behaviour of virgin and recycled isotactic polypropylene. J. Mater. Sci. 2001, 36, 5073–5078. [Google Scholar] [CrossRef]
- Stoian, S.A.; Gabor, A.R.; Albu, A.M.; Nicolae, C.A.; Raditoiu, V.; Panaitescu, D.M. Recycled polypropylene with improved thermal stability and melt processability. J. Therm. Anal. Calorim. 2019. [Google Scholar] [CrossRef]
- Curtzwiler, G.W.; Schweitzer, M.; Li, Y.; Jiang, S.; Vorst, K.L. Mixed post-consumer recycled polyolefins as a property tuning material for virgin polypropylene. J. Clean. Prod. 2019, 239, 117978. [Google Scholar] [CrossRef]
- Ha, K.H. Open-loop recycling to apply refrigerator plastics from post-consumer waste polypropylene. Mater. Des. 2012, 35, 310–317. [Google Scholar] [CrossRef]
- Zander, N.E.; Gillan, M.; Burckhard, Z.; Gardea, F. Recycled polypropylene blends as novel 3D printing materials. Addit. Manuf. 2019, 25, 122–130. [Google Scholar] [CrossRef]
- Quazi, R.T.; Bhattacharya, S.N.; Kosior, E. The effect of dispersed paint particles on the mechanical properties of rubber toughened polypropylene composites. J. Mater. Sci. 1999, 34, 607–614. [Google Scholar] [CrossRef]
- Rokbi, M.; Khaldoune, A.; Sanjay, M.R.; Senthamaraikannan, P.; Ati, A.; Siengchin, S. Effect of processing parameters on tensile properties of recycled polypropylene based composites reinforced with Jute fabrics. Int. J. Lightweight Mater. Manuf. 2019. [Google Scholar] [CrossRef]
- Ephraim, M.E.; Adetiloye, A. Mechanical properties of glass fibre reinforced polymer based on resin from recycled plastic. IJSER 2015, 6, 145–152. [Google Scholar]
- AlMaadeed, M.A.; Kahraman, R.; Noorunnisa Khanam, P.; Madi, N. Date palm wood flour/glass fibre reinforced hybrid composites of recycled polypropylene: Mechanical and thermal properties. Mater. Des. 2012, 42, 289–294. [Google Scholar] [CrossRef]
- Gu, F.; Hall, P.; Miles, N.J. Development of composites based on recycled polypropylene for injection moulding automobile parts using hierarchical clustering analysis and principal component estimate. J. Clean Prod. 2016, 137, 632–643. [Google Scholar] [CrossRef]
- Jmal, H.; Bahlouli, N.; Wagner-Kocher, C.; Leray, D.; Ruch, F.; Munsch, J.N.; Nardin, M. Influence of the grade on the variability of the mechanical properties of polypropylene waste. Waste Manag. 2018, 75, 160–173. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Inácio, A.L.N.; Nonato, R.C.; Bonse, B.C. Mechanical and thermal behavior of aged composites of recycled PP/EPDM/talc reinforced with bamboo fiber. Polym. Test. 2018, 72, 357–363. [Google Scholar] [CrossRef]
- Li, Y.; Jia, S.; Du, S.; Wang, Y.; Lv, L.; Zhang, J. Improved properties of recycled polypropylene by introducing the long chain branched structure through reactive extrusion. Waste Manag. 2018, 76, 172–179. [Google Scholar] [CrossRef] [PubMed]
- Kamleitner, F.; Duscher, B.; Koch, T.; Knaus, S.; Archodoulaki, V.M. Long chain branching as an innovative up-cycling process of polypropylene post-consumer waste—Possibilities and limitations. Waste Manag. 2017, 68, 32–37. [Google Scholar] [CrossRef] [PubMed]
- Ghioca, P.; Spurcaciu, B.; Iancu, L.; Grigorescu, R.; Rapa, M.; Grosu, E.; Matei, E.; Berbecaru, C.; Pica, A.; Gardu, R.; et al. Composite of waste polypropylene by styrene-isoprene block-copolymers blending. Mater. Plast. 2015, 52, 281–285. [Google Scholar]
- Râpă, M.; Ghioca, P.N.; Grosu, E.; Iancu, L.; Spurcaciu, B.; Grigorescu, R.; Trifoi, A.; Cincu, C. Development of new recycled polypropylene/styrene isoprene-styrene block copolymers composites. J. Optoelectron. Adv. Mater. 2013, 15, 817–822. [Google Scholar]
- Matei, E.; Râpă, M.; Andras, Á.A.; Predescu, A.M.; Pantilimon, C.; Pica, A.; Predescu, C. Recycled polypropylene improved with thermoplastic elastomers. Int. J. Polym. Sci. 2017, 2017, 7525923. [Google Scholar] [CrossRef] [Green Version]
- Râpă, M.; Matei, E.; Ghioca, P.N.; Grosu, E.; Iancu, L.; Spurcaciu, B.; Trifoi, A.R.; Gherman, T.; Pica, A.; Predescu, A.M.; et al. Improvement of some post-consumer polypropylene (rPP) by melt modification with styrene-diene block copolymers. EEMJ 2017, 16, 2615–2624. [Google Scholar]
- Rapa, M.; Ghioca, P.N.; Matei, E.; Grosu, E.; Iancu, L.; Spurcaciu, B.; Grigorescu, R.M.; Pica, A.; Berbecaru, C.A.; Cincu, C. Influence of styrene block copolymers on thermal and mechanical properties of recycled polypropylene. Mater. Plast. 2016, 53, 727–732. [Google Scholar]
- Ghioca, P.; Buzdugan, E. Process to Obtain Linear Styrene-Butadiene Triblock Copolymers. RO Patent No. 109850, 30 June 1995. [Google Scholar]
- 3M™ Glass Bubbles K Series, S Series and iM Series. Available online: http://multimedia.3m.com/mws/media/91049O/3m-glass-bubbles-k-s-and-im-series.pdf (accessed on 22 December 2019).
- Blyler, L.L.; Daane, J.H. An analysis of Brabender torque rheometer data. Polym. Eng. Sci. 1967, 7, 178–181. [Google Scholar] [CrossRef]
- Menon, A.R.R. Melt-rheology of natural rubber modified with phosphorylated cashew nut shell liquid prepolymer—A comparative study with spindle oil. Iran. Polym. J. 1999, 8, 167–173. [Google Scholar]
- Premphet, K.; Horanont, P. Phase structure of ternary polypropylene/elastomer/filler composites: Effect of elastomer polarity. Polymer 2000, 41, 9283–9290. [Google Scholar] [CrossRef]
- Parthasarthy, G.; Sevegney, M.; Kannan, R.M. Rheooptical fourier transform infrared spectroscopy of the deformation behavior in quenched and slow-cooled isotactic polypropylene films. J. Polym. Sci. Part. B Polym. Phys. 2002, 40, 2539–2551. [Google Scholar] [CrossRef]
- Zheng, K.; Liu, R.; Chang, H.; Shen, D.; Huang, Y. In situ FTIR spectroscopic study of the conformational change of syndiotactic polypropylene during the isothermal crystallization. Polymer 2009, 50, 5782–5786. [Google Scholar] [CrossRef]
- Berridi, F.; González, M.J.; Mugica, N.A.; Bernicot, C. Pyrolysis-FTIR and TGA techniques as tools in the characterization of blends of natural rubber and SBR. Thermochim. Acta 2006, 444, 65–70. [Google Scholar] [CrossRef]
- Zhang, P.; He, J.; Zhou, X. An FTIR standard addition method for quantification of bound styrene in its copolymers. Polym. Test. 2008, 27, 153–157. [Google Scholar] [CrossRef]
- Luongo, J.P. Infrared study of polypropylene. J. Appl. Polym. Sci. 1960, 9, 302–309. [Google Scholar] [CrossRef]
- Brachet, P.; Høydal, L.T.; Hinrichsen, E.L.; Melum, F. Modification of mechanical properties of recycled polypropylene from post-consumer containers. Waste Manag. 2008, 28, 2456–2464. [Google Scholar] [CrossRef]
- Alanalp, M.B.; Durmus, A.; Aydin, I. Quantifying effect of inorganic filler geometry on the structural, rheological and viscoelastic properties of polypropylene-based thermoplastic elastomers. J. Polym. Res. 2019, 26, 46. [Google Scholar] [CrossRef]
- Al Maadeed, M.A.; Ouederni, M.; Noorunnisa Khanam, P. Effect of chain structure on the properties of glass fibre/polyethylene composites. Mater. Des. 2013, 47, 725–730. [Google Scholar] [CrossRef]
- Fitaroni, L.B.; de Lima, J.A.; Cruz, S.A.; Waldman, W.R. Thermal stability of polypropylene–montmorillonite clay nanocomposites: Limitation of the thermogravimetric analysis. Polym. Degrad. Stab. 2015, 111, 102–108. [Google Scholar] [CrossRef]
- Rajasekaran, D.; Maji, P.K. Recycling of plastic wastes with poly (ethylene-co-methacrylic acid) copolymer as compatibilizer and their conversion into high-end product. Waste Manag. 2018, 74, 135–143. [Google Scholar] [CrossRef] [PubMed]
- Esthappan, S.K.; Kuttappan, S.K.; Joseph, R. Effect of titanium dioxide on the thermal ageing of polypropylene. Polym. Degrad. Stab. 2012, 97, 615–620. [Google Scholar] [CrossRef]
- Moritomi, S.; Watanabe, T.; Kanzaki, S. Polypropylene Compounds for Automotive Applications, R&D Report. Sumitomo Kagaku 2010, 1, 1–16. Available online: https://www.sumitomo-chem.co.jp/english/rd/report/files/docs/20100100_a2g.pdf (accessed on 25 December 2019).
- Jose, J.; Nag, A.; Nando, G.B. Processing and characterization of recycled polypropylene and acrylonitrile butadiene rubber blends. J. Polym. Environ. 2010, 18, 155–166. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Vuluga, Z.; Sanporean, C.G.; Nicolae, C.A.; Gabor, R.; Trusca, R. High flow polypropylene/SEBS composites reinforced with differently treated hemp fibers for injection molded parts. Compos. Part. B Eng. 2019, 174, 107062. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | rPP [wt%] | Thermoplastic Elastomer [wt%] | GB [vol.%] |
|---|---|---|---|
| rPP | 100 | - | - |
| rPP/SBS | 90 | 10 | - |
| rPP/SBS/GB 5 | 89.1 | 9.9 | 5 |
| rPP/SBS/GB 20 | 86.7 | 9.6 | 20 |
| rPP/SIS | 90 | 10 | - |
| rPP/SIS/GB 5 | 89.1 | 9.9 | 5 |
| rPP/SIS/GB 20 | 86.7 | 9.6 | 20 |
| Parameter | U.M. | Value | |
|---|---|---|---|
| Film | Sheet | ||
| Preheating time | min | 2 | 4 |
| Pressing time | min | 2 | 2 |
| Pressing temperature | °C | 185 | 185 |
| Pressure | atm | 150 | 125 |
| Cooling time | min | 45 | 45 |
| Sample | Torque, TQ (Nm) | Melt Viscosity, η (Nm/rpm) | Power, P (kW) |
|---|---|---|---|
| rPP | 30 | 0.6 | 0.157 |
| rPP/SBS | 36 | 0.72 | 0.188 |
| rPP/SBS/GB 5 | 35 | 0.7 | 0.183 |
| rPP/SBS/GB 20 | 32 | 0.64 | 0.167 |
| rPP/SIS | 35 | 0.7 | 0.183 |
| rPP/SIS/GB 5 | 34 | 0.68 | 0.177 |
| rPP/SIS/GB 20 | 29 | 0.58 | 0.151 |
| Sample | ∆Hm,PE (J/g) | Tm,PE (°C) | ∆Hm,PP (J/g) | Tm,PP (°C) | Tc,PP (°C) | Tc,PE (°C) | Xc,PE (%) | Xc,PP (%) |
|---|---|---|---|---|---|---|---|---|
| rPP | 29.5 | 127.9 | 33.8 | 164.6 | 121.70 | 115.69 | 10.1 | 17.7 |
| rPP/SBS | 22.0 | 129.3 | 27.5 | 164.1 | 120.62 | 114.81 | 8.4 | 16.0 |
| rPP/SBS/GB 5 | 20.2 | 129.5 | 26.9 | 165.4 | 121.07 | 115.13 | 7.7 | 15.8 |
| rPP/SBS/GB 20 | 22.6 | 128.6 | 25.7 | 162.8 | 120.13 | 114.07 | 8.9 | 15.6 |
| rPP/SIS | 23.2 | 129.6 | 29.1 | 164.4 | 120.68 | 114.37 | 8.9 | 17.0 |
| rPP/SIS/GB 5 | 23.2 | 129.8 | 28.7 | 165.0 | 121.07 | 114.92 | 8.9 | 16.9 |
| rPP/SIS/GB 20 | 23.7 | 130.3 | 27.9 | 166.3 | 120.55 | 114.62 | 9.4 | 16.8 |
| Sample | 23–310 °C | 310–560 °C | 560–700 °C | 700 °C | Onset Degradation | ||||
|---|---|---|---|---|---|---|---|---|---|
| Wt. Loss (%) | Wt. Loss (%) | Tmax.1 (°C) | Tmax.2 (°C) | Wt. Loss (%) | Tmax.3 (°C) | Wt. Loss (%) | Ti (°C) | Wt. Loss (%) | |
| rPP | 1.94 | 83.35 | 463.4 | - | 5.04 | 633.4 | 9.68 | 445.3 | 96.01 |
| SBS | 0.29 | 99.26 | 452.3 | - | 0.23 | - | 0.22 | 415.8 | 99.69 |
| rPP/SBS | 1.62 | 85.14 | 461.7 | - | 4.51 | 641.8 | 8.72 | 434.9 | 96.72 |
| rPP/SBS/GB 5 | 1.28 | 84.46 | 463.7 | - | 4.46 | 645.1 | 9.80 | 437.0 | 97.11 |
| rPP/SBS/GB 20 | 1.16 | 82.52 | 464.9 | - | 4.35 | 653.1 | 11.98 | 437.6 | 97.31 |
| SIS | 0.90 | 98.63 | 375.3 | 423.6 | 0.03 | - | 0.44 | 353.0 | 96.86 |
| rPP/SIS | 1.46 | 85.40 | 370.9 | 458.4 | 4.47 | 641.3 | 8.6 | 429.5 | 95.97 |
| rPP/SIS/GB 5 | 1.35 | 84.67 | 374.7 | 461.5 | 4.51 | 649.9 | 9.47 | 431.8 | 96.17 |
| rPP/SIS/GB 20 | 1.26 | 82.76 | 373.3 | 460.8 | 4.31 | 648.2 | 11.67 | 431.0 | 96.30 |
| Sample | Density (at 23 °C) (g/cm3) | Tensile Strength at Break (MPa) | Elongation at Break (%) | Hardness (Sh D) | VST A50 (°C) | HDT (°C) | Izod Impact (kJ/m2) |
|---|---|---|---|---|---|---|---|
| rPP | 1.0158 ± 0.0066 | 26.98 ± 1.50 | 30.30 ± 6.12 | 63 ± 2 | 136 ± 2 | 68 ± 1 | 0.95 ± 0.15 |
| rPP/SBS | 1.0180 ± 0.0021 | 21.99 ± 1.75 | 72.22 ± 9.46 | 60 ± 1 | 130 ± 2 | 63 ± 1.5 | 2.35 ± 0.34 |
| rPP/SBS/GB 5 | 1.0007 ± 0.0013 | 21.36 ± 1.24 | 46.36 ± 8.40 | 61 ± 2 | 115 ± 2 | 62 ± 1 | 1.80 ± 0.21 |
| rPP/SBS/GB 20 | 0.9826 ± 0.0005 | 20.45 ± 1.23 | 40.30 ± 5.80 | 62 ± 2 | 112 ± 2 | 61 ± 2 | 1.55 ± 0.17 |
| rPP/SIS | 1.0173 ± 0.0006 | 22.39 ± 1.45 | 55.20 ± 13.50 | 59 ± 1 | 128 ± 2 | 62 ± 1.5 | 1.75 ± 0.21 |
| rPP/SIS/GB 5 | 1.0001 ± 0.0049 | 23.51 ± 1.34 | 38.78 ± 6.52 | 61 ± 2 | 110 ± 2 | 61 ± 1.5 | 1.50 ± 0.34 |
| rPP/SIS/GB 20 | 0.9494 ± 0.0052 | 24.22 ± 1.63 | 29.69 ± 4.34 | 62 ± 1 | 115 ± 2 | 59 ± 1 | 1.15 ± 0.14 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Râpă, M.; Spurcaciu, B.N.; Coman, G.; Nicolae, C.A.; Gabor, R.A.; Ghioca, P.N.; Berbecaru, A.C.; Matei, E.; Predescu, C. Effect of Styrene-Diene Block Copolymers and Glass Bubbles on the Post-Consumer Recycled Polypropylene Properties. Materials 2020, 13, 543. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13030543
Râpă M, Spurcaciu BN, Coman G, Nicolae CA, Gabor RA, Ghioca PN, Berbecaru AC, Matei E, Predescu C. Effect of Styrene-Diene Block Copolymers and Glass Bubbles on the Post-Consumer Recycled Polypropylene Properties. Materials. 2020; 13(3):543. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13030543
Chicago/Turabian StyleRâpă, Maria, Bogdan Norocel Spurcaciu, George Coman, Cristian Andi Nicolae, Raluca Augusta Gabor, Paul Niculae Ghioca, Andrei Constantin Berbecaru, Ecaterina Matei, and Cristian Predescu. 2020. "Effect of Styrene-Diene Block Copolymers and Glass Bubbles on the Post-Consumer Recycled Polypropylene Properties" Materials 13, no. 3: 543. https://0-doi-org.brum.beds.ac.uk/10.3390/ma13030543