Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review



Centro de Química de Vila Real, Departamento de Química, Universidade de Trás-os-Montes e Alto Douro, 5000-801 Vila Real, Portugal
*
Author to whom correspondence should be addressed.
Water 2019, 11(2), 205; https://0-doi-org.brum.beds.ac.uk/10.3390/w11020205
Submission received: 18 December 2018
/
Revised: 18 January 2019
/
Accepted: 21 January 2019
/
Published: 25 January 2019
(This article belongs to the Special Issue Advanced Oxidation Technologies in Industrial Wastewater Treatment)
Abstract
:Agro-industrial wastewaters are characterized by the presence of multiple organic and inorganic contaminants of environmental concern. The high pollutant load, the large volumes produced, and the seasonal variability makes the treatment of these wastewaters an environmental challenge. A wide range of wastewater treatment processes are available, however the continuous search for cost-effective treatment methods is necessary to comply with the legal limits of release in sewer systems and/or in natural waters. This review presents a state-of-the-art of the application of advanced oxidation processes (AOPs) to some worldwide generated agro-industrial wastewaters, such as olive mill, winery and pulp mill wastewaters. Studies carried out just with AOPs or combined with physico-chemical or biological treatments were included in this review. The main remarks and factors affecting the treatment efficiency such as chemical oxygen demand (COD), biochemical oxygen demand (BOD5), total organic carbon (TOC), and total polyphenols removal are discussed. From all the studies, the combination of processes led to better treatment efficiencies, regardless the wastewater type or its physico-chemical characteristics.
1. Introduction
One of the greatest challenges of the twenty-first century is the supply of safe drinking water for the millions of people all over the world. Nowadays, much attention is given to the treatment of agro-industrial wastewaters due to their growing pollution potential arising out of the fast industrialization and multiple anthropogenic activities. Uncontrolled discharge of wastewaters into the environment will pose detrimental effects to humans, animals, and plants [1,2,3].
Depending on the type and nature of the agro-industrial effluents, the treatment processes can be based on conventional technologies, involving physical, biological and chemical methods. The selection of a treatment process depends on the self-purification capacity of streams, permissible levels of pollutants in water bodies and the economic interests of industries [4]. In addition to classical processes, it is also possible to use advanced technologies like membrane separation processes, reverse osmosis, ultrafiltration, and advanced oxidation processes, which are being increasingly tried for wastewater treatments [4,5].
In Mediterranean countries, olive oil and wine manufacture are among the most important agro-industrial activities due to their economic impact. However, several other agro-industries such as fruit processing, coffee, dairy, palm oil and pulp mill industries, are also arising as important agricultural activities in different countries, thus requiring to be addressed. These activities are the biggest water consumers among the industrial sector which is reflected in the emergence of a significantly environmental problem related to wastewater generated along different production steps [1]. The wastewaters are characterized by their large pollutant load which represents a real issue to the surrounding environment when discharged without proper treatment. For instance, inadequate disposal of these wastewaters on natural water courses or in the soil is a common situation which poses a potential risk of contamination to superficial and groundwater aquifers [6,7]. In order to prevent environmental pollution, agro-industrial wastewaters should be properly treated aiming at either the recovery, valorization or removal of pollutant load from the discharging effluents. Numerous aromatic compounds and compounds of high molecular weight are recalcitrant in nature and resistant to biodegradation. Their degree of recalcitrance greatly depends on the molecular structure.
To effectively treat recalcitrant effluents, treatment should involve the degradation as well as the mineralization of organic contaminants. Specifically, the conversion of probe molecule(s) to its highest stable oxidation state: water, carbon dioxide, and the oxidized inorganic anions of any heteroatoms present, mainly to inorganic acids; or, as an alternative, to more easily degradable molecules, that can be removed biologically [4,8].
Biological treatment processes can be a suitable option, however some issues like toxicity, low biodegradability and seasonal production affect the treatment efficiency. Moreover, with these treatments is not possible to achieve the legal limits of discharge for this kind of effluents.
In this way some chemical processes have been studied such as advanced oxidation processes (AOPs). Glaze et al., [9] defined AOPs as water treatment processes at near ambient temperature and pressure that produce very active radicals for degradation of pollutants.
AOPs, which involve the generation of highly reactive radicals such as the hydroxyl radical (HO•), in sufficient quantity to influence water purification, have been productively explored for the elimination of a wide variety of recalcitrant and toxic compounds with the purpose of reducing toxicity and increasing biodegradability (Figure 1) [10,11]. Other radicals and active oxygen species generated in AOPs are superoxide radical anions (O2−•), hydroperoxyl radicals (HO2−•), sulfate radicals (SO4−•), and organic peroxyl radicals (ROO•) [3]. HO• radicals are an extremely reactive species, with the redox potential of 2.80 V (Table 1) that attack most of the organic molecules to destroy and even mineralize them to some extent.
In water and wastewater treatment, AOPs generally refer to a group of processes (Figure 2) that cover O3 and H2O2 as oxidants with assistance of light, catalyst (e.g., Fe2+, Fe3+ or TiO2), ultrasonic insertion, and/or thermal input. There are several combinations such as Fenton (H2O2/Fe2+), photo-Fenton (H2O2/UV/Fe2+), peroxidation combined with ultraviolet light (H2O2/UV), peroxone (O3/H2O2), peroxone combined with ultraviolet light (O3/H2O2/UV), O3/UV system, O3/TiO2/H2O2, and O3/TiO2/Electron beam irradiation. These oxidation processes are cost effective technologies and give rise to non-selective active species that oxidize a variety of non-biodegradable compounds [4,13]. These processes have shown great potential in the treatment of pollutants, either in high or low concentrations.
Accordingly, this work addresses some recent and novel treatment perspectives covering a wide range of wastewaters generated from different processing agro-industries (such as olive mill, winery, pulp mill, crystallized fruit, fruit juice, cheese, and whey) by AOPs and, sometimes, its combination with conventional treatment methods. Contrary to other review studies (organized according different treatment process), this work structure is based on each type of agro-industry with worldwide environmental concern. Along these different studies, a broad range of methods and reactors (chemical and biological) were used.
2. Olive Mill Industry
Olive oil production is one of the major important agronomic activities in the Mediterranean region and it is economically significant for several countries [14]. According to Brenes et al. [15] annual world production of olive oil was estimated in 25 × 106 hectoliters. In 2017, from the International Olive Council, this production increased to 33 × 106 hectoliters. Mediterranean countries—Spain, Italy, Greece, and Portugal—were the major producers last years (Figure 3).
Despite the health and economic benefits resulting from high production and consumption of olive oil, producing countries must deal with linked environmental issues, such as the high amount of water consumption and the high toxicity of resulting effluent. High production of olive oil results in the generation of a large amount of olive mill wastewaters (OMWs) that must be treated before its release.
2.1. Process of Olive Oil Production
Olive oil production (Figure 4) is typically made with the following extraction processes: (1) a traditional discontinuous press process, (2) three-phase centrifugal, or (3) two-phase centrifugal extraction systems [17]. The composition of the OMW generated depends on the characteristics of the extraction equipment, olive variety, season and maturity of the fruit. Discontinuous press and three-phase centrifugation processes, although in a different volume, produce considerably more liquid effluent than the two-phase centrifugal extraction system [18].
Traditional pressure extraction process results in 0.5–0.8 m3 of wastewater per ton of olives. In the three-phase centrifugal process the waste stream volume increases to 1.18–1.68 m3 per ton of olives. This fact is verified due to the continuous washing of the olive paste with water at high temperatures prior to oil separation from the paste [20]. Regarding the two-phase centrifugal extraction system, the volume of wastewater is lower, however, large amounts of semisolid or slurry wastes area are also produced [18]. The annual world OMW production ranges from 10 to over 30 million m3 [16].
2.2. Olive Mill Wastewater
Two main liquid effluents can be identified during olive oil production. The first effluent is generated during the olives washing procedure, and another one arises from the olive oil extraction process, which is composed by the humidity of fruit coupled with some water used in manufacture [21]. As already stated, the generation of OMWs depends on several factors yielding an unpredictable effluent [17]. The characteristics and composition of OMWs is not constant and varies according to (i) composition of vegetation water; (ii) olive oil extraction process; and (iii) storage time.
(i) The composition of vegetation water ranges according to factors like olive variety, the maturity of the olives, olives’ water content, cultivation soil, harvesting time, the presence of pesticides and fertilizers, as well as climatic conditions.
(ii) Water used in the mills varies widely, both because of equipment requirements (the centrifugal mill needs substantially greater quantities of water) and local operational conditions and practices. The water used in different stages of production mixed with water from olive washing reduce the concentration of the various components already in the vegetation water.
(iii) Storage gives rise to substantial changes in composition caused by the anaerobic fermentation of several organic compounds with consequent emission of volatiles, the increase of the acidity, precipitation of suspended solids, etc.
Considering all these factors and taking into account that olive oil manufactures operate seasonally, OMWs have fluctuations on their characteristics and on the amount produced. The reference to the type and origin of OMWs samples is not a common practice. Thus, it cannot be determined if the characteristics reflected total plant waste or a partial waste stream. However, it is possible to estimate each parameter according to OMWs already studied (Table 2). The OMWs look as high turbidity, dense, intensive violet-dark brown up to black color, and strong smell (specific of olive oil). Typically, this wastewater is acidic, with a high organic matter (chemical oxygen demand (COD) can be 100 times higher compared to urban wastewaters one) and suspended solids content (Table 2). The organic matter mainly consists of polysaccharides, sugars, polyalcohols, proteins, organic acids, long-chain fatty acids, and oil.
Most importantly, OMWs contain phenolic compounds (TP), which are well-known for their exclusive antioxidant properties for human health. However, these compounds are toxic to microorganisms and plants thus becoming necessary a suitable OMWs treatment in order to minimize the environmental impact of their discharge.
2.3. Olive Mill Wastewater Treatment by AOPs
The application of advanced remediation strategies is required either to fulfill legal requirements for direct disposal or, when economically wiser, to reduce toxicity and improve biodegradability to allow a subsequent inexpensive biological process [24]. A conventional biological process on OMW becomes an inefficient process. The high phenols concentrations present on OMW results in phytotoxicity and toxicity to microorganisms used in biological wastewater treatment plants [25,26,27].
Additionally, turbidity and suspended solids can affect in different ways the processes used for OMWs treatment (e.g., filtration, adsorption, membranes, and advanced oxidation processes). Thus, a pre-treatment could be essential to increase the efficiency of following treatment steps [20].
Due to the environmental concern related to this type of wastewater, in recent years, OMW treatment using AOPs has been extensively studied.
In Table 3 are presented some studies using AOPs and summarized the principal and most relevant results. Processes such as electrochemical oxidation, Fenton oxidation and ozonation can only reach partial decontamination even after extended retention/reaction time, thus making OMW treatment by AOPs an expensive process. On the other hand, processes such as TiO2 photocatalysis may be not effective at all.
In order to obtain affordable treatments, the strategy adopted is the application of AOPs as pre-treatment to improve the biodegradability of OMW [7,28], prior to subsequent cheapest biological treatment.
Despite the improved treatment efficiency on combined processes, adverse effects have been related. Andreozzi et al. [29] investigated the possibility of coupling ozone chemical oxidation with anaerobic digestion. The first step of anaerobic digestion showed a longer lag phase and a subsequent lower methane production. This effect can be explained by the formation of intermediate compounds more biorecalcitrant or toxic than initials [30,31]. To avoid the observed adverse effect, the ozonation process could be extended to reach the complete degradation of intermediate compounds, followed by anaerobic digestion. Specifically, AOPs based on ozone oxidation, applied to assess the possibility of decrease phytotoxicity of OMW, remained toxic to algal growth (Pseudokirchneriella subcapitata), and the germination index of Raphanus sativus L., Cucumis sativus L. and, Lactuca sativa L. did not significantly decrease [32]. Instead of ozonation, could be applied a Fenton’s reagent process as preliminary treatment as Amor et al. [33]. In this study, was achieved a COD removal of about 88% and 322 cm3 of CH4 per g of COD.
Although the sequential chemical oxidation followed by biological process may be the most suitable combination in OMW treatment, other options like biological/chemical or biological/chemical/biological have been investigated. The existing biodegradable fractions in OMW make such alternatives a feasible option. Sugars and proteins could be easily removed when subjected to a biological process, thus would not compete with other contaminants in the oxidation step. Accordingly, Benitez et al. [34], compared ozonation followed by aerobic process, aerobic followed by ozonation, ozonation alone, and aerobic process alone. Both combined processes resulted in higher COD removal than either single stage treatment under similar operating conditions. In particular, aerobic pre-treatment followed by ozonation resulted in an overall COD removal of 82%, and the ozone oxidation of the biologically pre-treated OMW decreased COD of 30%, which was significantly greater than that (20%) achieved in the ozonation process alone, thus suggesting that aerobic pre-treatment can enhance the subsequent ozone oxidation by removing most of the biodegradable organic matter. Lafi et al. [47] also studied the combination of processes using ozone oxidation (with or without UV radiation) and aerobic biodegradation. In this study, it was verified a lower COD reduction to ozonation step (21.5% and 28.9% to O3 and UV/O3, respectively). The combined process reveals a higher COD reduction, however, contrary to Benitez et al. [34] the sequence UV/O3 followed by biodegradation reached higher COD removal (91%), while biodegradation followed by UV/O3 reached 82% of COD removal. This occurrence may be due to the fact that ozone oxidizes the phenolic compounds which are inhibitors of aerobic microorganisms.
In this way, other AOPs can be used as pre-treatment in order to remove aromatic compounds, toxic to many microorganisms and after subject to biological process. Lucas et al. [43] first evaluated the COD degradation level to the biological process individuality. Since it was not possible to achieve the desired COD reduction, it was evaluated the Fenton reagent and its combination with biological treatment. Coupling treatments lead to a greater decrease in COD and phenolic compounds (80.7% and 93.7%, respectively). This treatment had a high retention time since it was required a reactor inoculation to biomass acclimatization and biological experiments were carried out for 7 days.
The efficiency of two treatments involving fungi and photo-Fenton oxidation, sequentially applied to OMW was investigated [35]. Biological treatment by fungi (Pleurotus sajor caju) of diluted OMW samples decreased acute toxicity to Daphnia longispina as well as COD (72%) and total phenols (91%); but no significant color reduction was observed. After biological treatment, photo-Fenton oxidation decreased color, but toxicity remained relatively high. On the opposite, when OMW was pre-treated by photo-Fenton, the biological treatment with fungi did not promote substantial benefits on reducing COD, total phenolic content and toxicity. Nogueira et al. [49] performed the olive wastewater treatment using biological treatment with fungi as a final step after the oxidation process. This sequential process achieved 38% and 31% of COD and TP removal, respectively. Comparing these results with those obtained by Justino et al. [35], if biological treatment was tested also as pre-treatment the efficiencies on COD removal and TP could be a little higher.
Nieto et al. [46] and Hodaifa et al. [24] used only Fenton reagent with FeCl3 as catalyst to the reaction. Both studies achieved COD reduction above 90% with similar ratio of [FeCl3]/[H2O2]. Hodaifa et al. [24] range the optimum ratio between 0.026–0.058 w/w, while Nieto et al. [46] present the optimum ratio value in 0.04. García and Hodaifa [41] also used FeCl3 as catalyst in photo-Fenton oxidation with medium pressure UV-lamp. Using a [FeCl3]/[H2O2] ratio of 0.125 was reached above 95% of total organic carbon (TOC) and COD removal. Iboukhoulef et al., [50] also tested a Fenton-like system using Cu(II) as catalyst. In this study, using 12 M of H2O2 and 0.5 g/L of Cu(II), was achieved 43% of phenolic compounds degradation at 30 °C. The improvement of temperature to 50 °C led to higher removal yields (62%). Comparing the results obtained by Lucas and Peres [37] (70% of COD removal), where it was applied a traditional Fenton’s reagent (i.e., H2O2/Fe2+), was possible to establish H2O2/metal ratio between 0.026–0.06, as the optimal for the treatment of olive oil wastewaters.
Studies with combination of two chemical processes were also tested in some works, particularly using coagulation–flocculation and/or acid cracking prior to different Fenton process. Michael et al. [6] achieved a high COD removal (87%), while the polyphenolic fraction was eliminated using a solar photo-Fenton; Papaphilippou et al. [42] used a UV lamp photo-Fenton and reduced COD and TP by 73% and 87%, respectively; Kiril Mert et al. [48] obtained COD reduction of 93% and 95% to TP with Fenton reagent; Kilic et al., [44] achieved almost completely degradation of TOC, COD, and TP (99%); and Yazdanbakhsh et al., [51] achieved 98% of TP removal, improving biodegradability (biochemical oxygen demand (BOD5/COD ratio) from 0.14 to 0.83. This combination of processes may constitute a potential solution for purification of OMW. Coagulation–flocculation successfully removed the suspended solids and the color of OMW becoming essential to photo-Fenton processes.
3. Winery Industry
In 2017, vinified production in EU was around 141 MhL, a 14.6% drop compared with 2016. This situation is the result of adverse weather conditions in the main wine producing countries in Europe [52]. However, the worldwide wine production last years has exceeded 250 MhL, with Europe being the main producer. According to the International Organization of Vine and Wine (OIV) report, Italy was the EU’s leading wine producer (Figure 5) with an annual average production of 48.3 MhL in the last five years, followed by France and Spain.
This high wine production during several years presents a challenge to these main producers due to the environmental impact caused by the wastewater generation. The higher wine production the greater the amount of wastewater generated, which must be properly treated before disposal. Thus, to understand the way and characteristics of winery wastewater generation, a short description of winemaking process is given in the following subsection.
3.1. Process of Wine Production
Winemaking procedure (Figure 6) includes several and different steps as well as crushing (to break the grapes) and destemming (to take off stems from grapes). Two vinification processes are typically used: (i) white vinification, where solids are take-off, and (ii) red vinification, where solids are not removed. After vinification, other processes follow: pressing, fermentation, transfers, fining, cold stabilization, filtration, aging, and bottling, thus obtaining the desired final product.
During this process large amounts of water are used at different phases of production and washing. The unwanted water and residues also coming from those steps are obtained in parallel to wine and represent the by-products line. This agro-industrial sector produces large volumes of wastewaters, between 1.3 and 2.5 L/L of wine depending on several features [55].
3.2. Winery Wastewater
Agro-industrial winery activities have a seasonal work. For that reason, the wastewater production occurs mainly during harvesting and at the time of wine making. The wastewaters can be treated as they are produced, or they can be stored (generally after good sieving) and treated within several months [56].
The amount and characteristics of winery wastewaters (WWs) strongly depend on the winemaking stage (e.g., vintage, racking, bottling) and technology (e.g., production of red, white and special wines). WWs originate from various unit operations such as washing of the presses used to crush the grapes, rinsing of fermentation tanks, barrels, bottles, and other equipments or surfaces. The majority of the pollutant load can be attributed from the washing phases and from losses of must, decanting and wine. These losses are due to transference of generated product from each phase to another. In addition, there are sporadic peaks in the organic load related with maximum pressing activity and refiltration of the newly fermented wine.
WWs are characterized (Table 4) by low pH (also if in some steps of winemaking process such as bottling step, pH increases) and high loads of organic matter (BOD5 and COD). The typical components are suspended solids, polyphenols compared to urban wastewater (but low compared to OMWs), organic acids, alcohols, sugars (maltose, glucose, fructose), aldehydes, soaps and detergents, nitrogen compounds, and inorganics, including some traces of heavy metals [5].
The wastewater quality within a particular winery has even been shown to vary on an hourly basis. Given the dynamic nature of wine production, this is not entirely unexpected. The variability arises from the differences between winemaking processes and techniques, amounts of water used, and overall winery design. All these factors highlight the complex nature of WWs, and therefore the challenge it presents in terms of its characterization, management and treatment [71]. The purposes of wastewater management are to be protective of the receiving environment and enhance water reuse opportunities.
3.3. Winery Wastewater Treatment by AOPs
An extensive variety of wastewater treatment expertise is available on the market, aimed at the reduction of organic/inorganic load and suspended solids [63]. Among the several biological and chemical processes applied to winery wastewaters it is possible to highlight the following: anaerobic digestion, aerated lagoons, activated-sludge units, adsorption on activated carbon, coagulation/flocculation, and AOPs [56].
In scientific literature several review papers are available, stating the concern of the production and management of winery wastewater. The review of Mosse et al. [71] presents a summary of different treatment options (biological and physico-chemical), describing the advantages and disadvantages of their use within the Australian wine industry. They contended that a knowledge and understanding of the composition of the wastewater and the effect of the constituents on the natural environment would be essential, in terms of management, treatment and reuse options. Ioannou et al. [63] present the state-of-the-art of the processes currently applied for the treatment of winery wastewater and discuss the advantages and disadvantages, as well as the main factors affecting the efficiency of winery wastewater treatment. From their conclusions we can highlight that biological treatment is particularly appropriate, since the major part of its organic load is readily biodegradable and advanced chemical oxidation processes hold good promises, with homogeneous solar photo-Fenton oxidation and ozonation, which appears to be very effective and promising processes.
In Table 5 are presented several studies concerning the application of AOPs to WWs treatment. Most of these deal with ozone based AOPs [60,72,73] and photo-Fenton process [64,68,74], but also other oxidation processes have been investigated.
COD removal by ozonation of WWs was found to be higher at alkaline pH than acidic pH; the opposite was found out for polyphenols removal which was higher at acidic pH [60,75]. Considering that molecular ozone prevails at acidic pH and radicals’ formation is higher at alkaline pH, the selectivity of molecular ozone towards polyphenols is higher than the selectivity of the radicals for polyphenols. Accordingly, ozonation should be operated at natural (acidic) pH rather than alkaline pH if the purpose of the treatment is the removal of the phenolic compounds from WWs, in order to reduce toxicity and improve biodegradability before biological treatment. Javier Benitez et al. [72] found that COD removal activated by sludge process (48 h) can be improved by ozonation pre-treatment (6 h) increasing from 27.7% to 39.3%. The efficiency of ozonation treatment strongly improved after simultaneous application of UV radiation and H2O2.
COD removal increased from 9.1% (O3) to 58.4% (O3/UV/H2O2) after 6 h treatment time. Moreover, the ozonation process in combination with UV-C radiation decreased the initial COD by 21% (ozonation alone 12%) after 180 min of reaction, and a further increase in COD removal (35%) was achieved by adding H2O2 (COD/H2O2 (w/w) = 4) [73].
Higher efficiencies can be achieved in WWs oxidation by Fenton’s reaction (in shorter contact times) when compared to ozonation treatment. Beltran-Heredia et al. [76] observed high removal (>90%) of aromatic and total polyphenolic compounds from biologically treated wastewater in the early 5 min of Fenton’s oxidation. When the photo-Fenton process was investigated on synthetic wine and synthetic grape juice wastewaters, a high efficiency in TOC removal was observed (95%) in short reaction times (5–30 min). Moreover, the influence of the initial organic matter concentration and the reaction time were almost negligible for the confidence level selected (90%) when compared to Fe3+ and H2O2 dosages [74]. The same group of investigators observed a decreased efficiency (50% TOC removal) when heterogeneous photo-Fenton process was applied [74].
Application of the photo-Fenton process using sunlight as source of irradiation were also investigated to WWs treatment [65,77]. Due to the differences between effluents, which represent optimal [Fe]/[H2O2] ratio to each one, studies cannot be compared. However, solar photo-Fenton process proved to be highly efficient in the mineralization and detoxification of real winery wastewater. Velegraki and Mantzavinos [77] achieved 80% of DOC and TOC removals and concluded that increasing iron dosage enhanced the reaction rate due to higher hydroxyl radical production. Souza et al. [65] reached a COD value lower than 150 mg O2/L, therefore in agreement with Portuguese legislation for discharge into water bodies (Decree-Law n° 236/98).
Ioannou and Fatta-Kassinos [78] also investigated solar photo-Fenton efficiency WWs treatment. In this case effluents were previously treated by a membrane bioreactor (MBR). After MBR treatment, effluent presented a yellowish color which meant the presence of biodegradable resistant compounds. However, solar photo-Fenton oxidation was able to effectively oxidize these compounds and combined treatment reached a COD removal of approximately 70%; while the major part of COD (58%) was removed in the first 30 min of solar treatment.
A quite poor efficiency in terms of TOC removal (roughly 35% after 60 min) was also reached after prolonged (6 h) reaction time, when TiO2 photocatalysis was investigated [79]. In particular photolysis process was found to be more efficient than photocatalysis process and TOC removal efficiency decreased as photocatalyst loading was increased. This result is not unusual in water and wastewater treatment by heterogeneous photocatalysis because, generally photocatalytic efficiency increases as photocatalyst loading increases up to reach an optimum value [30]; above this threshold, the solution opacity is so high that light penetration is significantly reduced. When TiO2 adsorption, ozonation, photolytic ozonation (UV/O3), photocatalysis (UV/TiO2), and photocatalytic ozonation (UV/TiO2/O3) were comparatively investigated photocatalytic ozonation resulted in 80% of COD removal [80].
Domínguez et al. [55] investigated the treatment of high-strength real winery wastewater by wet oxidation processes. From the different oxidation processes tested, results that catalytic wet air peroxide oxidation (CWAPO) was the unique capable to achieve an effective reduction of the organic load. Using graphite as catalyst and H2O2 as oxidant, under operational conditions were achieved 80% COD and TOC removals.
Orescanin et al. [81] work proposed a system to the winery wastewater treatment based on application of electrochemical methods simultaneously with ultrasound and a subsequent O3/UV/H2O2 process. In the end of the first treatment step, higher removals were verified to color, turbidity, suspended solids (98%), ammonia (72%), and phosphates and iron (93%). As sulphates and COD values were still significantly higher than allowed, the subsequent treatment improved COD and sulphates removals, achieving 76% and 62%, respectively. From most of other parameters, removals did not improve when compared to the previous step with the exception for ammonia, which achieved an additional 25.7% of reduction.
Several treatment alternatives have been proposed by many researchers with the aim to find efficient technologies with low cost and easy management. Moreover, the proposed treatment can be taken on the bases of existing treatment processes. Onsite wineries wastewater treatment plants (WWTP) usually treat wastewater by conventional systems including activated sludge reactors, sequencing batch reactors (SBR) and physico-chemical treatment by coagulation–flocculation. However, the efficiency of those treatments did not comply with the requirements for reuse or disposal. Anastasiou et al. [64] monitored the quality of WWs from onsite sequential biological treatment followed by coagulation–flocculation process and assess the efficiency of its combination with photo-Fenton oxidation as the final polishing step. Using H2O2 and Fe2+ concentrations between 137 mM and 1 mM, respectively, resulted in 95% of mineralization after 4 h of reaction. Other researches also studied the application of an integrated coagulation-AOPs system for the treatment of winery wastewater. Amaral-Silva et al., (2016) applied the Fenton reagent using FeCl3.6H2O remaining from coagulation–flocculation step. The combined coagulation and Fenton’s processes increased the biodegradability until 0.4 while COD removal was about 42%. This methodology provides a suitable pre-treated wastewater able to be easily biologically oxidized. Monteagudo et al. [67] studied the mineralization of winery wastewater by coagulation–flocculation pre-treatment followed by solar photo-Fenton process. After pre-treatment, under optimal conditions (H2O2 = 260 mg/L, H2C2O4 = 80 mg/L and pH = 3.5) 61% of TOC removal was achieved in 360 min. These results pinpoint the potential of process combination to improve performance employing techniques that can easily be integrated in existing treatment schemes [64].
4. Pulp and Paper Mill Industry
The European economies are largely dependent on the pulp and paper (P&P) industry. In Portugal these industries represent over 4% of the gross domestic product (GDP) and 5% of the active employees. The P&P sector is one of the main energy intensive sectors within the Portuguese, Spanish, Canadian, Swedish, Brazilian, and other economies, which is reflected by a particular interest in the context of both local and global environmental discussions [83].
The pulp and paper industry is considered a large user and producer of biomass based energy and materials [84], as well as the major source of industrial pollution worldwide. In these industries two types of facilities can be evidenced: (i) pulp and paper mills process raw wood fiber or recycled fiber to make pulp and/or paper; and (ii) facilities that use these primary materials to manufacture more specialized products such as paperboard boxes, writing paper and sanitary paper [3].
The water used in manufacturing processes has been decreasing and in modern paper mills its consumption varies between 4 and 100 m3/t [85], which has resulted in the progressive accumulation of pollutants in water that must be removed in order to accomplish standards required for water to be reused or discharged. This consumption mainly depends on the water circuit optimization level that has been achieved within each paper mill.
4.1. Pulp and Paper Mill Process
Virgin fibers (derived from wood pulp) and recycled fibers (derived from recovered paper) are the main raw materials used during the production of paper. These raw materials can be manufactured on-site, obtained from other mills by purchase or intra-company transfer [85]. Its composition (such as filler and coatings) used in the paper-making process also has a major effect on production costs, product quality and the overall environmental impact of the process.
Each paper mill uses a different manufacture process, however it is possible to present a simplified flow diagram of an integrated mill including the main steps, such as chemical pulping, bleaching, and paper production (Figure 7). Pulp stock preparation and the final product manufacture are the only common processes to all mills.
4.2. Pulp and Paper Mill Wastewater Characterization
All pulp and papermaking processes require the use of water. However, water use, wastewater sources, and wastewater characteristics for any mill are dependent upon the combination of raw materials, processes used, and products manufactured. Wood preparation, pulping, pulp washing, screening, bleaching, papermaking, and coating operations are the major sources of contamination in different stages [86].
The pulp and paper industries are now facing challenges to comply with stringent environmental regulations, mainly in prevention of water bodies pollution, due to the considerable amounts of wastewaters produced for each metric ton of paper produced [87]. Such effluents have the potential to adversely affect the receiving aquatic environment [88].
The characteristics of wastewater to be treated depend on the type of process, the type of wood, the amount of water that the mill is able to circulate, the technology used and the selected management practices [3].
Despite the differences of each generated wastewater, all generally contain large amount of organic materials with high values of chemical oxygen demand (COD), chlorinated compounds, fatty acids, total suspended solids (TSS), tannins, and lignin which could potentially cause severe pollution problems [86,87].
Table 6 presents the main characteristics of the generated pulp and paper mill wastewater reported in different studies. As it can be observed, the values have a high range which means that each industry generates a different effluent due the reasons already stated.
In addition, chemical pulping processes generate low biodegradable organics in the effluent organic matter, as well as low biodegradable sulfonic compounds as by-products due the sulfite used in some processes [92]. Pulp mills wastewaters are also characterized by a strong smell due to the presence of reduced sulphur compounds such as hydrogen sulphide and dimethyl sulphides [92,93].
Pollution from these industries can be minimized by internal prevent techniques to water reduction and pollutant releases. However, waste generation and wastewater cannot be totally controlled. Thus, the technologies to treat wastewater are essential for accomplishing the defined legislation for its discharge.
4.3. Pulp Mill Treatments by AOPs
An initial wastewater characterization is fundamental to choose which methodology will be adopted to achieve an efficient treatment. As can be seen in Table 7, many treatments are applied across several industries around the world. The application of AOPs represents one of these treatments, which are largely used in pulp mill wastewater treatment mainly to remove the toxic pollutants. If applied as pre-treatment, AOPs are aimed at the removal of toxic and bio-recalcitrant organic compounds in order to reduce the toxic effects in subsequent biological treatments and improve biodegradability. In post-treatment, AOPs remove the residual organic compounds and highly resistant color.
Botía et al. [94] evaluated the influence of a biological–photocatalytic coupled system in the removal of TOC, chlorophenols, and toxicity from a pulp mill effluent. Biological process was carried out with 180 foam cubes colonized with T. pubescens (pre-immobilized during 8 days at 30 °C) and 1.7 L of effluent along 10 days. In photocatalytic treatment, TiO2 and ZnO were compared on two subtracts: aluminum foil and L. cylindrical, using electrodeposition and impregnation methods, respectively. Electrodeposition consisted in submerging the foil and the electrode in the electrolyte solution contained in a glass flask, and applying a voltage whereas impregnation consisted in placing the support and the solution containing the catalytic species in contact for a period of time (immobilization in loofah).
Biological treatment and photocatalytic were performed, in a first phase, individually, and achieved 87% and 28% of TOC removal, respectively. In photocatalytic treatment this removal rate is observed for the ZnO foil system. Coupled system was tested in order to improve previous removal efficiencies. Thus, using coupled treatment obtained degradation rates were over 90% for two different catalysts. However, those catalysts supported on aluminum foils complete the process after 30 min of treatment, while catalysts supported on loofah needed 120 min.
Lucas et al. [95] presented a tertiary treatment solution to a biological treated pulp mill wastewater in order to comply with the legal restrictions on wastewater discharge into natural waters. To obtain an effectiveness solution for this problem, some advanced oxidation processes were performed by means of Fenton, photo-Fenton, and photolysis trials. Afterwards optimization experiments with 20 and 50 mg/L of iron revealed that solar photo-Fenton can reach the same dissolved organic carbon (DOC)degradation (90%) consuming less H2O2 and reaction time.
Baycan, Parilti, and Akten [89], and Ghaly et al. [96] studied the solar degradation of effluents of pulp mill industry using synthesized nano TiO2 as catalyst. The results of both showed that prepared TiO2 in the presence of solar light can be employed as an effective photocatalyst for the removal of chemical oxygen demand. At pH 6.5, using 0.75 g/L of TiO2 within 180 min irradiation time achieved 70.5% COD removal and 80% suspended solids reduction. It was found that the addition of H2O2 increased the solar photocatalytic oxidation efficiency [96]. Experimental assays combining TiO2 and Fe (III) indicated that were also important parameters for color and TOC removal. Thus, using 188 mg/L TiO2 concentration and 0.5 mM Fe (III) addition over 78% color and 65% TOC removal from the pulp mill effluent was achieved.
Fernandes et al. [90] used a combination of processes to treat pulp mill wastewater. In this study, some yeasts were inoculated and used in a biological pre-treatment followed by solar photo-Fenton. Cryptococcus podzolicus proved to be very efficient achieving the best COD removals from 8 incubated yeasts (68%). A subsequent photo-Fenton with 19 kJ/L of energy, 41 mM of H2O2 consumed and [Fe2+] =10 mg/L) achieved 90% DOC mineralization and met the Portuguese legal requirements for discharge into natural waters. Abedinzadeh et al. [97] also reported a combination of biological treatment (SBR) with AOPs applied to pulp and paper wastewater. In this study it was possible to achieve 92.1% COD reduction and 90.3% of color removal with dosages of Fe2+ =3 mM and H2O2 = 9 mM. Both studies revealed that the use of AOPs as post-treatment could be an effective operational and economical strategy to reduce the amount of chemicals needed to obtain a high removal of COD and color.
5. Other Agro-Industries
The agro-industrial wastewater characteristics are much more diverse than domestic wastewater, which is usually qualitatively and quantitatively similar in its composition. Moreover, industry produces large quantities of highly polluted wastewater containing toxic substances, organic and inorganic compounds such as: heavy metals, pesticides, phenols, and derivatives [98]. In the industrial sector are parts of the agro-food industries which lack a different approach. This specific sector, such as meat, poultry, dairy, or beverage industries require great amounts of water, since it is used throughout most of the plant operations. During these operations a wastewater is generated with a high load of organic pollutants, suspended solids and chemicals used for cleaning and sanitizing the processing equipment’s [99,100].
Unregulated disposal of these effluents into the environment can lead to the contamination of the surface and groundwater, arising with this ecosystem imbalances and human health risks [101]. The wastewater treatment in an on-site installation could present difficult challenges since increasing food production will increase the volume of sewage and the cost of disposal. In order to overcome these issues, an efficient alternative should be adopted such as coagulation/flocculation and AOPs.
These chemical treatments have been used to reduce the organic load or toxicity of wastewaters (and suspended solids) from different industries. AOPs are based on the generation of hydroxyl free radicals, which have a high electrochemical oxidant potential for complete mineralization of pollutants [102]. Table 8 presents some existing studies from different agro-industrial wastewater treatments using chemical treatments or in combination with other.
Amuda and Amoo [103] focus their study on the efficiency of coagulation/flocculation process for beverage industrial wastewater with respect to removal of COD, TP, and TSS using ferric chloride and non-ionic polyacrylamide. After exhaustive analysis, coagulant dose, polyelectrolyte dose, pH of the solution, and the addition of polyelectrolytes as a coagulant aid are found to be important parameters for effective treatment of beverage industrial wastewater. The addition of 25 mg/L polyelectrolyte reduced the dose of ferric chloride from 300 to 100 mg/L during which 99%, 97%, and 91% of TP, TSS, and COD removal were achieved, respectively.
Rivas et al. [105] report the study of cheese whey wastewater also by coagulation/flocculation, testing three different coagulants—FeSO4, Al2(SO4)3 and FeCl3. Iron salts (FeSO4 and FeCl3) were more efficient under optimal conditions: using 250 ppm of coagulant at pH 8.5, where 50 and 60% of COD and BOD removal were obtained, respectively. The sludge formed in the coagulation–flocculation process did show acceptable settling properties, which is crucial in settling tank design.
Both studies proved to be efficient in respective agro-industrial wastewaters since BOD/COD ratio was enhanced and could be advanced to biological processes. Rivas et al. [105] presented the results obtained in this complementary stage achieving the reduction of COD and BOD to values close to 100%.
Shak and Wu [101] used a natural seed as a feasible alternative to conventional coagulants based on metals (aluminum sulphate) and evaluated its efficiency to treat a high strength wastewater—palm oil mill effluent. Using C. obtusifolia as natural coagulant achieved better reduction than aluminum sulphate. In this case 1.0 g/L of seed gum concentration, pH = 3 for 45 min settling time achieved 93% of TSS removal and 65% of COD. However, flocs formed after coagulation/flocculation with aluminum sulfate showed higher thermal stability compared to C. obtusifolia seed.
Advanced oxidation processes were also found to be an efficient process for the removal of color and natural organic matter in agro-industrial wastewater. Zayas et al. [104] studied a coffee processing wastewater treatment by the combination of coagulation/flocculation process as pre-treatment and a subsequent photo-oxidative process. After numerous chemical coagulation/flocculation processes the application of lime (1.0 g) and a commercial coagulant named “T-1” (8 mL) at pH 4.6 gave a greater reduction in COD (about 67%). To the photo-oxidative treatments a series of experiments was carried out to test the effectiveness of the UV/H2O2, UV/O3, or UV/H2O2/O3. In this way, UV/H2O2/O3 process was the most effective in reducing the COD, color and turbidity of coffee wastewater. This process achieved 87% of COD removal within 35 min at pH 2.0, using a fixed flow of ozone of 40 mg/h and 0.030% (v/v) of H2O2; whereas UV/H2O2 reached a similar COD reduction (86%) but required a long irradiation time of 120 min.
On the other hand, Durán et al. [102] assessed the mineralization of wastewater from beverage industries during a solar photo-Fenton enhanced process mediated by ferrioxalate. After some experiments, the optimal conditions achieved—H2O2 flowrate = 460 mL/h, H2C2O4 flowrate = 2100 mL/h, [Fe] = 150 mg/L, pH = 2.79, medium solar power = 35.8 Wh—allowed a TOC and COD reduction of 96.6% and 99.8%, respectively, after 125 min. This study also reports the synergism between the photo-Fenton process and the ferrioxalate photochemistry.
The application of Fenton’s oxidation for the treatment of elderberry wastewater was successfully assessed by Amaral-Silva et al. [108]. In this study was possible to achieve a final treated effluent within the legal thresholds to be discharged into the natural water courses. After 4 h of oxidation was obtained 70% of COD removal using [Fe2+] = 20 mmol/L and [H2O2] = 100 mmol/L at pH = 3. Moreover, the operational costs were assessed to be around 4.38 €/m3 considering the used reactants [108].
Rodríguez-Chueca et al. [107] employed a Box–Behnken response surface experimental design (BBD) to obtain maximum organic matter removal from crystallized-fruit wastewater using a UV-A LED photo-Fenton treatment. Using three independent variables (H2O2, Fe3+ and reaction time), authors achieved as optimal conditions Fe3+ = 286 mg/L, H2O2 = 5459 mg/L and reaction time > 180 min to obtain 74% of COD removal. Furthermore, an additional coagulation/flocculation using remaining iron, improved removal yield to a final removal of 80% to COD, 95% to TSS, and 99% to turbidity.
Davarnejad and Nikseresht [106] studied the possibility to treat a wastewater from dairy agro-industry performing an electro-Fenton process using iron electrode. The authors applied an experimental design using five independent variables (reaction time, current density, pH, volumetric ratio of H2O2/DW and H2O2/Fe2+ molar ratio) with three level full factorial BBD to achieve the best operational conditions for a maximum COD removal. Analysis of variance showed good coefficient of determination values (R2 > 0.98). The application of electro-Fenton allowed to remove 93.9% and 97.3% of COD and color reductions, respectively [106]. Guven et al. [109] optimized three different variables (waste concentration, applied voltage and electrolyte concentration) to treat similar wastewaters, also using a BBD experimental design. The optimization for industrial application of selected variables were successfully achieved (100% waste concentration, 19.87 g/L electrolyte concentration and 11.29 V applied voltage) by estimating 29.27% COD removal. Response surface methodology has been an important procedure to use in the optimization of wastewater treatments processes by reducing the number of experiments, improving desire results and reducing costs. Furthermore, Chen et al. [110] successfully tested the use of iridium-based as heterogeneous catalyst in electrochemical oxidation for the acid lactic wastewater oxidation. During oxidation there was only acetic acid and formic acid as intermediates which were oxidized into carbon dioxide and hydrogen gas with the complete oxidation [110]. Electrochemical treatment of dairy wastewaters under different operational conditions reveals to be a feasible alternative to other treatments.
6. Cost Evaluation
Treatment of agro-industrial wastewater by AOPs may represent additional costs to the industries. This is so because extremely high conversions are needed (ideally below legal limits for discharge) and the amount and contamination of wastewaters are also too high, thus making the treatment cost per unit mass excessive. Although it is still common perception that the sustainability of AOPs, or indeed any other technology, to treat wastewaters is linked to process economics, the water industry and policy makers may have to reconsider given the growing problem of high-quality water shortage, which is expected to worsen due to global climate changes [13]. Moreover, with the challenge to comply with stringent environmental regulations and adopt procedures based on the circular economy model, treatment-at-source may be a realistic option to the industries.
Several studies have been proposed and implemented to reduce the cost associated with AOPs. Cost reduction of AOPs when coupled with biological treatment technologies is often significant when applied properly. Generally, biological method is carried out at the initial stage to remove biodegradable portion in wastewaters with more biodegradable organic compounds. In the next step, AOP is applied as a biological polishing step to remove non-biodegradable fraction. This method helps to reduce the treatment cost significantly [4,5].
On the other hand, AOP is applied at pre-treatment step for recalcitrant wastewaters to increase the biodegradability of organic compounds to ensure their complete mineralization by biological methods. When possible the use of renewable energy sources to power the processes or to use as source of radiation in some irradiated processes, such as UV LED radiation or solar energy, can minimize relevant energy cost. Detailed information regarding combined biological technologies and AOPs for various industrial wastewaters were reviewed by Oller et al. [5]. As recommended by the authors, complete economical investments are required to assess the treatment cost of various integrated systems for a specific industrial wastewater to detect the most cost-competitive one.
Furthermore, several approaches have been implemented to reduce reagents cost in AOPs, mainly in Fenton reagent and photo-Fenton processes, where H2O2 has the main influence on treatment cost amongst the reagents. Optimization of processes is an important mean to decrease cost with reagents which can be done by applying effective amount of H2O2 in degradation process where higher-than-optimum concentrations do not lead to significant improvement in mineralization efficiency [111].
7. Conclusive Remarks
The wastewater generated in most common agro-industrial activities, have received considerable attention by the scientific community during the last decades by looking for the most efficient treatment to each type of wastewater. Nonetheless, studies with real effluents have been decreasing by using simulated wastewaters and model compounds. The use of real effluents to the development of kinetic models and predicting the reaction rates as a function of main parameters such as concentration of the pollutants, radical scavengers and the rates constants will be very helpful in designing in-situ pilot-scale reactors.
The efficiency of advanced oxidation processes in the oxidation of OMWs and WWs strongly depends on the several factors such as metal concentration, H2O2 concentration, initial contaminant concentration, pH solution. Different AOPs (including TiO2 photocatalysis) have the potential to improve OMWs biodegradability, although in most cases wastewater must be diluted before treatment. Studies involving Fe3+ ions in Fenton and photo-Fenton processes are being studied and reveal higher efficiencies on COD and phenols reductions.
The high OMWs polluting load results in a real high oxidant/catalyst/energy demand thus strongly increasing operative costs; but process optimization, suitable combination with a biological process and more stringent regulations on OMWs disposal may make AOPs more competitive.
The combination of AOPs and biological treatment (as pre- or post-treatment) can lead to a higher level of COD reduction than any single-stage treatment under the same operating conditions. More specifically, in the case of pulp mill wastewater, the use of AOPs as post-treatment of biological processes was found to be the most effective combination since it permits almost complete decontamination.
The physico-chemical processes (i.e., coagulation/flocculation) have been found to be effective for the pre-treatment of agro-industrial wastewater, and more specifically, for lowering the TSS, the turbidity, as well as a part of the organic content to levels which can facilitate further treatment by AOPs and/other conventional biological processes.
Although ozonation processes presented higher degradation rate, the cost of ozone generation coupled with a short half-life period of ozone may result in an uneconomical operation for the use of ozone alone in large-scale wastewater treatment applications. Moreover, ozone needs to be generated always at site, which requires additional investments. To overcome these limitations, more studies in this area are required to enable the use of ozonation in large-scale operation.
Author Contributions
C.A. and L.M. conceptualized this review study and produced the original draft of the manuscript with equal contribution; M.S.L. and J.A.P. supervised and reviewed the manuscript.
Funding
This research was funded by Project INTERACT—Integrative Research in Environment, Agro-Chains and Technology—NORTE-01-0145-FEDER-000017.
Acknowledgments
The authors are grateful to the Project INTERACT—Integrative Research in Environment, Agro-Chains and Technology—NORTE-01-0145-FEDER-000017; Project INNOVINE & WINE—Innovation Platform of Vine and Wine—NORTE-01-0145-FEDER-000038; Fundação para a Ciência e a Tecnologia (FCT) and Centro de Química de Vila Real (CQVR) through PEst-C/QUI/UI0616/2014.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Martins, R.C.; Quinta-Ferreira, R.M. A Review on the Applications of Ozonation for the Treatment of Real Agro-Industrial Wastewaters. Ozone Sci. Eng. 2014, 36, 3–35. [Google Scholar] [CrossRef]
- Mo, J.; Yang, Q.; Zhang, N.; Zhang, W.; Zheng, Y.; Zhang, Z. A review on agro-industrial waste (AIW) derived adsorbents for water and wastewater treatment. J. Environ. Manag. 2018, 227, 395–405. [Google Scholar] [CrossRef] [PubMed]
- Tunay, O.; Kabdasli, I.; Arslan-Alaton, I.; Olmez-Hanci, T. Chemical Oxidation Applications for Industrial Wastewaters; IWA Publishing: London, UK, 2010; ISBN 9781843393078. [Google Scholar]
- Rahim Pouran, S.; Abdul Aziz, A.R.; Wan Daud, W.M.A. Review on the main advances in photo-Fenton oxidation system for recalcitrant wastewaters. J. Ind. Eng. Chem. 2015, 21, 53–69. [Google Scholar] [CrossRef]
- Oller, I.; Malato, S.; Sánchez-Pérez, J.A. Combination of Advanced Oxidation Processes and biological treatments for wastewater decontamination—A review. Sci. Total Environ. 2011, 409, 4141–4166. [Google Scholar] [CrossRef] [PubMed]
- Michael, I.; Panagi, A.; Ioannou, L.A.; Frontistis, Z.; Fatta-Kassinos, D. Utilizing solar energy for the purification of olive mill wastewater using a pilot-scale photocatalytic reactor after coagulation-flocculation. Water Res. 2014, 60, 28–40. [Google Scholar] [CrossRef] [PubMed]
- Kallel, M.; Belaid, C.; Mechichi, T.; Ksibi, M.; Elleuch, B. Removal of organic load and phenolic compounds from olive mill wastewater by Fenton oxidation with zero-valent iron. Chem. Eng. J. 2009, 150, 391–395. [Google Scholar] [CrossRef]
- Foo, K.Y.; Hameed, B.H. An overview of landfill leachate treatment via activated carbon adsorption process. J. Hazard. Mater. 2009, 171, 54–60. [Google Scholar] [CrossRef]
- Glaze, W.H.; Kang, J.-W.; Chapin, D.H. The Chemistry of Water Treatment Processes Involving Ozone, Hydrogen Peroxide and Ultraviolet Radiation. Ozone Sci. Eng. 1987, 9, 335–352. [Google Scholar] [CrossRef]
- Chamarro, E. Use of fenton reagent to improve organic chemical biodegradability. Water Res. 2001, 35, 1047–1051. [Google Scholar] [CrossRef]
- Farré, M.J.; Franch, M.I.; Ayllón, J.A.; Peral, J.; Domènech, X. Biodegradability of treated aqueous solutions of biorecalcitrant pesticides by means of photocatalytic ozonation. Desalination 2007, 211, 22–33. [Google Scholar] [CrossRef]
- Oh, W.-D.; Dong, Z.; Lim, T.-T. Generation of sulfate radical through heterogeneous catalysis for organic contaminants removal: Current development, challenges and prospects. Appl. Catal. B Environ. 2016, 194, 169–201. [Google Scholar] [CrossRef]
- Klavarioti, M.; Mantzavinos, D.; Kassinos, D. Removal of residual pharmaceuticals from aqueous systems by advanced oxidation processes. Environ. Int. 2009, 35, 402–417. [Google Scholar] [CrossRef] [PubMed]
- Mantzavinos, D. Removal of cinnamic acid derivatives from aqueous effluents by fenton and fenton-like processes as an alternative to direct biological treatment. Water Air Soil Pollut. Focus 2003, 3, 211–221. [Google Scholar] [CrossRef]
- Brenes, M.; García, A.; García, P.; Rios, J.J.; Garrido, A. Phenolic Compounds in Spanish Olive Oils. J. Agric. Food Chem. 1999, 47, 3535–3540. [Google Scholar] [CrossRef] [PubMed]
- IOC International Olive Council. Available online: http://www.internationaloliveoil.org/ (accessed on 29 October 2018).
- Rahmanian, N.; Jafari, S.M.; Galanakis, C.M. Recovery and removal of phenolic compounds from olive mill wastewater. J. Am. Oil Chem. Soc. 2014, 91, 1–18. [Google Scholar] [CrossRef]
- Takaç, S.; Karakaya, A. Recovery of Phenolic Antioxidants from Olive Mill Wastewater. Recent Pat. Chem. Eng. 2009, 2, 230–237. [Google Scholar] [CrossRef]
- Vlyssides, A.G.; Loizides, M.; Karlis, P.K. Integrated strategic approach for reusing olive oil extraction by-products. J. Clean. Prod. 2004, 12, 603–611. [Google Scholar] [CrossRef]
- Kestioǧlu, K.; Yonar, T.; Azbar, N. Feasibility of physico-chemical treatment and Advanced Oxidation Processes (AOPs) as a means of pretreatment of olive mill effluent (OME). Process Biochem. 2005, 40, 2409–2416. [Google Scholar] [CrossRef]
- Ochando-Pulido, J.M.; Hodaifa, G.; Victor-Ortega, M.D.; Rodriguez-Vives, S.; Martinez-Ferez, A. Reuse of olive mill effluents from two-phase extraction process by integrated advanced oxidation and reverse osmosis treatment. J. Hazard. Mater. 2013, 263, 158–167. [Google Scholar] [CrossRef] [PubMed]
- Zbakh, H.; El Abbassi, A. Potential use of olive mill wastewater in the preparation of functional beverages: A review. J. Funct. Foods 2012, 4, 53–65. [Google Scholar] [CrossRef]
- El-Abbassi, A.; Kiai, H.; Hafidi, A. Phenolic profile and antioxidant activities of olive mill wastewater. Food Chem. 2012, 132, 406–412. [Google Scholar] [CrossRef]
- Hodaifa, G.; Ochando-Pulido, J.M.; Rodriguez-Vives, S.; Martinez-Ferez, A. Optimization of continuous reactor at pilot scale for olive-oil mill wastewater treatment by Fenton-like process. Chem. Eng. J. 2013, 220, 117–124. [Google Scholar] [CrossRef]
- Borja, R.; Banks, C.J.; Maestro-Durán, R.; Alba, J. The Effects of the Most Important Phenolic Constituents of Olive Mill Wastewater on Batch Anaerobic Methanogenesis. Environ. Technol. 2010, 17, 167–174. [Google Scholar] [CrossRef]
- Paredes, C.; Cegarra, J.; Roig, A.; Sánchez-Monedero, M.A.; Bernal, M.P. Characterization of olive mill wastewater (alpechin) and its sludge for agricultural purposes. Bioresour. Technol. 1999, 67, 111–115. [Google Scholar] [CrossRef]
- Gernjak, W.; Maldonado, M.L.; Malato, S.; Cáceres, J.; Krutzler, T.; Glaser, A.; Bauer, R. Pilot-plant treatment of olive mill wastewater (OMW) by solar TiO2 photocatalysis and solar photo-Fenton. Sol. Energy 2004, 77, 567–572. [Google Scholar] [CrossRef]
- Badawy, M.I.; El Gohary, F.; Ghaly, M.Y.; Ali, M.E.M. Enhancement of olive mill wastewater biodegradation by homogeneous and heterogeneous photocatalytic oxidation. J. Hazard. Mater. 2009, 169, 673–679. [Google Scholar] [CrossRef]
- Andreozzi, R.; Longo, G.; Majone, M.; Modesti, G. Integrated treatment of olive oil mill effluents (OME): Study of ozonation coupled with anaerobic digestion. Water Res. 1998, 32, 2357–2364. [Google Scholar] [CrossRef]
- Rizzo, L.; Meric, S.; Guida, M.; Kassinos, D.; Belgiorno, V. Heterogenous photocatalytic degradation kinetics and detoxification of an urban wastewater treatment plant effluent contaminated with pharmaceuticals. Water Res. 2009, 43, 4070–4078. [Google Scholar] [CrossRef]
- Klamerth, N.; Rizzo, L.; Malato, S.; Maldonado, M.I.; Agüera, A.; Fernández-Alba, A.R. Degradation of fifteen emerging contaminants at μg L−1 initial concentrations by mild solar photo-Fenton in MWTP effluents. Water Res. 2010, 44, 545–554. [Google Scholar] [CrossRef]
- Andreozzi, R.; Canterino, M.; Di Somma, I.; Lo Giudice, R.; Marotta, R.; Pinto, G.; Pollio, A. Effect of combined physico-chemical processes on the phytotoxicity of olive mill wastewaters. Water Res. 2008, 42, 1684–1692. [Google Scholar] [CrossRef]
- Amor, C.; Lucas, M.S.; García, J.; Dominguez, J.R.; De Heredia, J.B.; Peres, J.A. Combined treatment of olive mill wastewater by Fenton’s reagent and anaerobic biological process. J. Environ. Sci. Health Part A 2015, 50, 161–168. [Google Scholar] [CrossRef]
- Benitez, F.J.; Beltran-Heredia, J.; Torregrosa, J.; Acero, J.L. Treatment of olive mill wastewaters by ozonation, aerobic degradation and the combination of both treatments. J. Chem. Technol. Biotechnol. 1999, 74, 639–646. [Google Scholar] [CrossRef]
- Justino, C.I.; Duarte, K.; Loureiro, F.; Pereira, R.; Antunes, S.C.; Marques, S.M.; Gonçalves, F.; Rocha-Santos, T.A.P.; Freitas, A.C. Toxicity and organic content characterization of olive oil mill wastewater undergoing a sequential treatment with fungi and photo-Fenton oxidation. J. Hazard. Mater. 2009, 172, 1560–1572. [Google Scholar] [CrossRef]
- Rivas, F.J.; Beltra, F.J.; Gimeno, O.; Frades, J. Treatment of Olive Oil Mill Wastewater by Fenton’s Reagent. J. Agric. Food Chem. 2001, 49, 1873–1880. [Google Scholar] [CrossRef]
- Lucas, M.S.; Peres, J.A. Removal of COD from olive mill wastewater by Fenton’s reagent: Kinetic study. J. Hazard. Mater. 2009, 168, 1253–1259. [Google Scholar] [CrossRef]
- Rizzo, L.; Lofrano, G.; Grassi, M.; Belgiorno, V. Pre-treatment of olive mill wastewater by chitosan coagulation and advanced oxidation processes. Sep. Purif. Technol. 2008, 63, 648–653. [Google Scholar] [CrossRef]
- Cañizares, P.; Lobato, J.; Paz, R.; Rodrigo, M.A.; Sáez, C. Advanced oxidation processes for the treatment of olive-oil mills wastewater. Chemosphere 2007, 67, 832–838. [Google Scholar] [CrossRef]
- Ginos, A.; Manios, T.; Mantzavinos, D. Treatment of olive mill effluents by coagulation-flocculation-hydrogen peroxide oxidation and effect on phytotoxicity. J. Hazard. Mater. 2006, 133, 135–142. [Google Scholar] [CrossRef]
- García, C.A.; Hodaifa, G. Real olive oil mill wastewater treatment by photo-Fenton system using artificial ultraviolet light lamps. J. Clean. Prod. 2017, 162, 743–753. [Google Scholar] [CrossRef]
- Papaphilippou, P.C.; Yiannapas, C.; Politi, M.; Daskalaki, V.M.; Michael, C.; Kalogerakis, N.; Mantzavinos, D.; Fatta-Kassinos, D. Sequential coagulation-flocculation, solvent extraction and photo-Fenton oxidation for the valorization and treatment of olive mill effluent. Chem. Eng. J. 2013, 224, 82–88. [Google Scholar] [CrossRef]
- Lucas, M.S.; Beltran-Heredia, J.; Sanchez-Martin, J.; Garcia, J.; Peres, J.A. Treatment of high strength olive mill wastewater by Fenton’s reagent and aerobic biological process. J. Environ. Sci. Health A Toxic Hazard. Subst. Environ. Eng. 2013, 48, 954–962. [Google Scholar] [CrossRef]
- Kilic, M.Y.; Yonar, T.; Kestioglu, K. Pilot-scale treatment of olive oil mill wastewater by physicochemical and advanced oxidation processes. Environ. Technol. 2013, 34, 1521–1531. [Google Scholar] [CrossRef]
- Baransi, K.; Dubowski, Y.; Sabbah, I. Synergetic effect between photocatalytic degradation and adsorption processes on the removal of phenolic compounds from olive mill wastewater. Water Res. 2012, 46, 789–798. [Google Scholar] [CrossRef]
- Nieto, L.M.; Hodaifa, G.; Rodríguez, S.; Giménez, J.A.; Ochando, J. Degradation of organic matter in olive-oil mill wastewater through homogeneous Fenton-like reaction. Chem. Eng. J. 2011, 173, 503–510. [Google Scholar] [CrossRef]
- Lafi, W.K.; Shannak, B.; Al-Shannag, M.; Al-Anber, Z.; Al-Hasan, M. Treatment of olive mill wastewater by combined advanced oxidation and biodegradation. Sep. Purif. Technol. 2009, 70, 141–146. [Google Scholar] [CrossRef]
- Kiril Mert, B.; Yonar, T.; Yalili Kiliç, M.; Kestioǧlu, K. Pre-treatment studies on olive oil mill effluent using physicochemical, Fenton and Fenton-like oxidations processes. J. Hazard. Mater. 2010, 174, 122–128. [Google Scholar] [CrossRef]
- Nogueira, V.; Lopes, I.; Freitas, A.C.; Rocha-Santos, T.A.P.; Gonçalves, F.; Duarte, A.C.; Pereira, R. Biological treatment with fungi of olive mill wastewater pre-treated by photocatalytic oxidation with nanomaterials. Ecotoxicol. Environ. Saf. 2015, 115, 234–242. [Google Scholar] [CrossRef]
- Iboukhoulef, H.; Amrane, A.; Kadi, H. Removal of phenolic compounds from olive mill wastewater by a Fenton-like system H2O2/Cu(II)—Thermodynamic and kinetic modeling. Desalin. Water Treat. 2016, 57, 1874–1879. [Google Scholar] [CrossRef]
- Yazdanbakhsh, A.; Mehdipour, F.; Eslami, A.; Maleksari, H.S.; Ghanbari, F. The combination of coagulation, acid cracking and Fenton-like processes for olive oil mill wastewater treatment: Phytotoxicity reduction and biodegradability augmentation. Water Sci. Technol. 2015, 71, 1097–1105. [Google Scholar] [CrossRef]
- OIV International Organization of Vine and Wine. 2018. Available online: www.oiv.int (accessed on 29 October 2018).
- Lofrano, G.; Belgiorno, V.; Mascolo, A. Winery wastewater treatment options: Drawbacks and advantages. In Proceedings of the V International Specialized Conference on Sustainable Viticulture: Winery Waste and Ecologic Impacts Management, Verona, Italy, 30 March–3 April 2009; ITA: Trento, Italy, 2009. [Google Scholar]
- Crespo, J.G.; Brazinha, C. Membrane processing: Natural antioxidants from winemaking by-products. Filtr. Sep. 2010, 47, 32–35. [Google Scholar] [CrossRef]
- Domínguez, C.M.; Quintanilla, A.; Casas, J.A.; Rodriguez, J.J. Treatment of real winery wastewater by wet oxidation at mild temperature. Sep. Purif. Technol. 2014, 129, 121–128. [Google Scholar] [CrossRef]
- Lucas, M.S. Application of Advanced Oxidation Processes to Wastewater Treatment. Ph.D. Thesis, Universidade de Trás-os-Montes e Alto Douro, Vila Real, Portugal, 2009. [Google Scholar]
- Beltrán, F.J.; García-Araya, J.F.; Álvarez, P.M. pH sequential ozonation of domestic and wine-distillery wastewaters. Water Res. 2001, 35, 929–936. [Google Scholar] [CrossRef]
- Arienzo, M.; Christen, E.W.; Quayle, W.C. Phytotoxicity testing of winery wastewater for constructed wetland treatment. J. Hazard. Mater. 2009, 169, 94–99. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jin, B.; Bai, Z.H.; Wang, X.Y. Production of fungal biomass protein using microfungi from winery wastewater treatment. Bioresour. Technol. 2008, 99, 3871–3876. [Google Scholar] [CrossRef] [Green Version]
- Lucas, M.S.; Peres, J.A.; Lan, B.Y.; Puma, G.L. Ozonation kinetics of winery wastewater in a pilot-scale bubble column reactor. Water Res. 2009, 43, 1523–1532. [Google Scholar] [CrossRef]
- Arfi, V.; Bagoudou, D.; Korboulewsky, N.; Bois, G. Initial efficiency of a bamboo grove-based treatment system for winery wastewater. Desalination 2009, 246, 69–77. [Google Scholar] [CrossRef]
- Montalvo, S.; Guerrero, L.; Rivera, E.; Borja, R.; Chica, A.; Martín, A. Kinetic evaluation and performance of pilot-scale fed-batch aerated lagoons treating winery wastewaters. Bioresour. Technol. 2010, 101, 3452–3456. [Google Scholar] [CrossRef] [Green Version]
- Ioannou, L.A.; Puma, G.L.; Fatta-Kassinos, D. Treatment of winery wastewater by physicochemical, biological and advanced processes: A review. J. Hazard. Mater. 2015, 286, 343–368. [Google Scholar] [CrossRef]
- Anastasiou, N.; Monou, M.; Mantzavinos, D.; Kassinos, D. Monitoring of the quality of winery influents/effluents and polishing of partially treated winery flows by homogeneous Fe(II) photo-oxidation. Desalination 2009, 248, 836–842. [Google Scholar] [CrossRef]
- Souza, B.S.; Moreira, F.C.; Dezotti, M.W.C.; Vilar, V.J.P.; Boaventura, R.A.R. Application of biological oxidation and solar driven advanced oxidation processes to remediation of winery wastewater. Catal. Today 2013, 209, 201–208. [Google Scholar] [CrossRef]
- Petruccioli, M.; Cardoso Duarte, J.; Eusebio, A.; Federici, F. Aerobic treatment of winery wastewater using a jet-loop activated sludge reactor. Process Biochem. 2002, 37, 821–829. [Google Scholar] [CrossRef]
- Monteagudo, J.M.; Durán, A.; Corral, J.M.; Carnicer, A.; Frades, J.M.; Alonso, M.A. Ferrioxalate-induced solar photo-Fenton system for the treatment of winery wastewaters. Chem. Eng. J. 2012, 181–182, 281–288. [Google Scholar] [CrossRef]
- Mosteo, R.; Ormad, P.; Mozas, E.; Sarasa, J.; Ovelleiro, J.L. Factorial experimental design of winery wastewaters treatment by heterogeneous photo-Fenton process. Water Res. 2006, 40, 1561–1568. [Google Scholar] [CrossRef]
- Ioannou, L.A.; Michael, C.; Vakondios, N.; Drosou, K.; Xekoukoulotakis, N.P.; Diamadopoulos, E.; Fatta-Kassinos, D. Winery wastewater purification by reverse osmosis and oxidation of the concentrate by solar photo-Fenton. Sep. Purif. Technol. 2013, 118, 659–669. [Google Scholar] [CrossRef]
- Braz, R.; Pirra, A.; Lucas, M.S.; Peres, J.A. Combination of long term aerated storage and chemical coagulation/flocculation to winery wastewater treatment. Desalination 2010, 263, 226–232. [Google Scholar] [CrossRef]
- Mosse, K.P.M.; Patti, A.F.; Christen, E.W.; Cavagnaro, T.R. Review: Winery wastewater quality and treatment options in Australia. Aust. J. Grape Wine Res. 2011, 17, 111–122. [Google Scholar] [CrossRef]
- Javier Benitez, F.; Real, F.J.; Acero, J.L.; Garcia, J.; Sanchez, M. Kinetics of the ozonation and aerobic biodegradation of wine vinasses in discontinuous and continuous processes. J. Hazard. Mater. 2003, 101, 203–218. [Google Scholar] [CrossRef]
- Lucas, M.S.; Peres, J.A.; Li Puma, G. Treatment of winery wastewater by ozone-based advanced oxidation processes (O3, O3/UV and O3/UV/H2O2) in a pilot-scale bubble column reactor and process economics. Sep. Purif. Technol. 2010, 72, 235–241. [Google Scholar] [CrossRef]
- Ormad, M.P.; Mosteo, R.; Ibarz, C.; Ovelleiro, J.L. Multivariate approach to the photo-Fenton process applied to the degradation of winery wastewaters. Appl. Catal. B Environ. 2006, 66, 58–63. [Google Scholar] [CrossRef]
- Martín Santos, M.A.; Fernández Bocanegra, J.L.; Martín Martín, A.; García García, I. Ozonation of vinasse in acid and alkaline media. J. Chem. Technol. Biotechnol. 2003, 78, 1121–1127. [Google Scholar] [CrossRef]
- De Heredia, J.B.; Torregrosa, J.; Dominguez, J.R.; Partido, E. Degradation of wine distillery wastewaters by the combination of aerobic biological treatment with chemical oxidation by Fenton’s reagent. Water Sci. Technol. 2005, 51, 167–174. [Google Scholar] [CrossRef]
- Velegraki, T.; Mantzavinos, D. Solar photo-Fenton treatment of winery effluents in a pilot photocatalytic reactor. Catal. Today 2015, 240, 153–159. [Google Scholar] [CrossRef]
- Ioannou, L.A.; Fatta-Kassinos, D. Solar photo-Fenton oxidation against the bioresistant fractions of winery wastewater. J. Environ. Chem. Eng. 2013, 1, 703–712. [Google Scholar] [CrossRef]
- Agustina, T.E.; Ang, H.M.; Pareek, V.K. Treatment of winery wastewater using a photocatalytic/photolytic reactor. Chem. Eng. J. 2008, 135, 151–156. [Google Scholar] [CrossRef]
- Gimeno, O.; Rivas, F.J.; Beltrán, F.J.; Carbajo, M. Photocatalytic ozonation of winery wastewaters. J. Agric. Food Chem. 2007, 55, 9944–9950. [Google Scholar] [CrossRef]
- Orescanin, V.; Kollar, R.; Nad, K.; Mikelic, I.L.; Gustek, S.F. Treatment of winery wastewater by electrochemical methods and advanced oxidation processes. J. Environ. Sci. Health Part A 2013, 48, 1543–1547. [Google Scholar] [CrossRef]
- Amaral-Silva, N.; Martins, R.C.; Paiva, C.; Castro-Silva, S.; Quinta-Ferreira, R.M. A new winery wastewater treatment approach during vintage periods integrating ferric coagulation, Fenton reaction and activated sludge. J. Environ. Chem. Eng. 2016, 4, 2207–2215. [Google Scholar] [CrossRef]
- Santos, M.O.; Almada-Lobo, B. Integrated pulp and paper mill planning and scheduling. Comput. Ind. Eng. 2012, 63, 1–12. [Google Scholar] [CrossRef]
- Kamali, M.; Khodaparast, Z. Review on recent developments on pulp and paper mill wastewater treatment. Ecotoxicol. Environ. Saf. 2015, 114, 326–342. [Google Scholar] [CrossRef]
- Ordóñez, R.; Hermosilla, D.; Merayo, N.; Gascó, A.; Negro, C.; Blanco, Á. Application of Multi-Barrier Membrane Filtration Technologies to Reclaim Municipal Wastewater for Industrial Use. Sep. Purif. Rev. 2014, 43, 263–310. [Google Scholar] [CrossRef]
- Covinich, L.G.; Bengoechea, D.I.; Fenoglio, R.J.; Area, M.C. Advanced Oxidation Processes for Wastewater Treatment in the Pulp and Paper Industry: A Review. Am. J. Environ. Eng. 2014, 4, 56–70. [Google Scholar] [CrossRef]
- Ali, M.; Sreekrishnan, T.R. Aquatic toxicity from pulp and paper mill effluents: A review. Adv. Environ. Res. 2001, 5, 175–196. [Google Scholar] [CrossRef]
- Merayo, N.; Hermosilla, D.; Blanco, L.; Cortijo, L.; Blanco, Á. Assessing the application of advanced oxidation processes, and their combination with biological treatment, to effluents from pulp and paper industry. J. Hazard. Mater. 2013, 262, 420–427. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baycan Parilti, N.; Akten, D. Optimization of TiO2/Fe(III)/solar UV conditions for the removal of organic contaminants in pulp mill effluents. Desalination 2011, 265, 37–42. [Google Scholar] [CrossRef]
- Fernandes, L.; Lucas, M.S.; Maldonado, M.I.; Oller, I.; Sampaio, A. Treatment of pulp mill wastewater by Cryptococcus podzolicus and solar photo-Fenton: A case study. Chem. Eng. J. 2014, 245, 158–165. [Google Scholar] [CrossRef]
- Tewari, P.K.; Batra, V.S.; Balakrishnan, M. Efficient water use in industries: Cases from the Indian agro-based pulp and paper mills. J. Environ. Manag. 2009, 90, 265–273. [Google Scholar] [CrossRef] [PubMed]
- Hermosilla, D.; Merayo, N.; Gascó, A.; Blanco, Á. The application of advanced oxidation technologies to the treatment of effluents from the pulp and paper industry: A review. Environ. Sci. Pollut. Res. 2014, 22, 168–191. [Google Scholar] [CrossRef] [PubMed]
- Badshah, M.; Parawira, W.; Mattiasson, B. Anaerobic treatment of methanol condensate from pulp mill compared with anaerobic treatment of methanol using mesophilic UASB reactors. Bioresour. Technol. 2012, 125, 318–327. [Google Scholar] [CrossRef] [PubMed]
- Botía, D.C.; Rodríguez, M.S.; Sarria, V.M. Evaluation of UV/TiO2 and UV/ZnO photocatalytic systems coupled to a biological process for the treatment of bleaching pulp mill effluent. Chemosphere 2012, 89, 732–736. [Google Scholar] [CrossRef]
- Lucas, M.S.; Peres, J.A.; Amor, C.; Prieto-Rodríguez, L.; Maldonado, M.I.; Malato, S. Tertiary treatment of pulp mill wastewater by solar photo-Fenton. J. Hazard. Mater. 2012, 225–226, 173–181. [Google Scholar] [CrossRef]
- Ghaly, M.Y.; Jamil, T.S.; El-Seesy, I.E.; Souaya, E.R.; Nasr, R.A. Treatment of highly polluted paper mill wastewater by solar photocatalytic oxidation with synthesized nano TiO2. Chem. Eng. J. 2011, 168, 446–454. [Google Scholar] [CrossRef]
- Abedinzadeh, N.; Shariat, M.; Monavari, S.M.; Pendashteh, A. Evaluation of color and COD removal by Fenton from biologically (SBR) pre-treated pulp and paper wastewater. Process Saf. Environ. Prot. 2018, 116, 82–91. [Google Scholar] [CrossRef]
- Krzemińska, D.; Neczaj, E.; Borowski, G. Advanced oxidation processes for food industrial wastewater decontamination. J. Ecol. Eng. 2015, 16, 61–71. [Google Scholar] [CrossRef]
- Oliveira, M.A.; Reis, E.M.; Nozaki, J. Biological Treatment of Wastewater from the Cassava Meal Industry. Environ. Res. 2001, 85, 177–183. [Google Scholar] [CrossRef]
- El-Kamah, H.; Tawfik, A.; Mahmoud, M.; Abdel-Halim, H. Treatment of high strength wastewater from fruit juice industry using integrated anaerobic/aerobic system. Desalination 2010, 253, 158–163. [Google Scholar] [CrossRef]
- Shak, K.P.Y.; Wu, T.Y. Coagulation-flocculation treatment of high-strength agro-industrial wastewater using natural Cassia obtusifolia seed gum: Treatment efficiencies and flocs characterization. Chem. Eng. J. 2014, 256, 293–305. [Google Scholar] [CrossRef]
- Durán, A.; Monteagudo, J.M.; Gil, J.; Expósito, A.J.; San Martín, I. Solar-photo-Fenton treatment of wastewater from the beverage industry: Intensification with ferrioxalate. Chem. Eng. J. 2015, 270, 612–620. [Google Scholar] [CrossRef]
- Amuda, O.S.; Amoo, I.A. Coagulation/flocculation process and sludge conditioning in beverage industrial wastewater treatment. J. Hazard. Mater. 2007, 141, 778–783. [Google Scholar] [CrossRef]
- Zayas, P.T.; Geissler, G.; Hernandez, F. Chemical oxygen demand reduction in coffee wastewater through chemical flocculation and advanced oxidation processes. J. Environ. Sci. 2007, 19, 300–305. [Google Scholar] [CrossRef]
- Rivas, J.; Prazeres, A.R.; Carvalho, F.; Beltrán, F. Treatment of cheese whey wastewater: Combined Coagulation—Flocculation and aerobic biodegradation. J. Agric. Food Chem. 2010, 58, 7871–7877. [Google Scholar] [CrossRef]
- Davarnejad, R.; Nikseresht, M. Dairy wastewater treatment using an electrochemical method: Experimental and statistical study. J. Electroanal. Chem. 2016, 775, 364–373. [Google Scholar] [CrossRef]
- Rodríguez-Chueca, J.; Amor, C.; Fernandes, J.R.; Tavares, P.B.; Lucas, M.S.; Peres, J.A. Treatment of crystallized-fruit wastewater by UV-A LED photo-Fenton and coagulation–flocculation. Chemosphere 2016, 145, 351–359. [Google Scholar] [CrossRef] [PubMed]
- Amaral-Silva, N.; Martins, R.C.; Castro-Silva, S.; Quinta-Ferreira, R.M. Fenton’s treatment as an effective treatment for elderberry effluents: Economical evaluation. Environ. Technol. 2016, 37, 1208–1219. [Google Scholar] [CrossRef] [PubMed]
- Güven, G.; Perendeci, A.; Tanyolaç, A. Electrochemical treatment of deproteinated whey wastewater and optimization of treatment conditions with response surface methodology. J. Hazard. Mater. 2008, 157, 69–78. [Google Scholar] [CrossRef]
- Chen, C.; Bloomfield, A.J.; Sheehan, S.W. Selective Electrochemical Oxidation of Lactic Acid Using Iridium-Based Catalysts. Ind. Eng. Chem. Res. 2017, 56, 3560–3567. [Google Scholar] [CrossRef]
- Jordá, L.S.-J.; Martín, M.M.B.; Gómez, E.O.; Reina, A.C.; Sánchez, I.M.R.; López, J.L.C.; Pérez, J.A.S. Economic evaluation of the photo-Fenton process. Mineralization level and reaction time: The keys for increasing plant efficiency. J. Hazard. Mater. 2011, 186, 1924–1929. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Schematic illustration of hydroxyl radical’s generation for the degradation of organic pollutants.
Figure 1.
Schematic illustration of hydroxyl radical’s generation for the degradation of organic pollutants.

Figure 2.
Schematic representation and classification of different treatments based on advanced oxidation processes (AOPs).
Figure 2.
Schematic representation and classification of different treatments based on advanced oxidation processes (AOPs).

Figure 3.
Olive oil top producers in 2011–2017 in European Union countries [16].
Figure 3.
Olive oil top producers in 2011–2017 in European Union countries [16].

Figure 4.
Olive oil extraction processes (adapted from Vlyssides et al. [19]).
Figure 4.
Olive oil extraction processes (adapted from Vlyssides et al. [19]).

Figure 5.
EU top countries for wine production between 2011–2017 [52].
Figure 5.
EU top countries for wine production between 2011–2017 [52].

Figure 6.
Winemaking process from grape harvesting to bottling and generated by-products in different steps [53,54].

Figure 7.
Flow diagram of an integrated mill (adapted from Tunay et al. [3]).
Figure 7.
Flow diagram of an integrated mill (adapted from Tunay et al. [3]).


{kind=link}
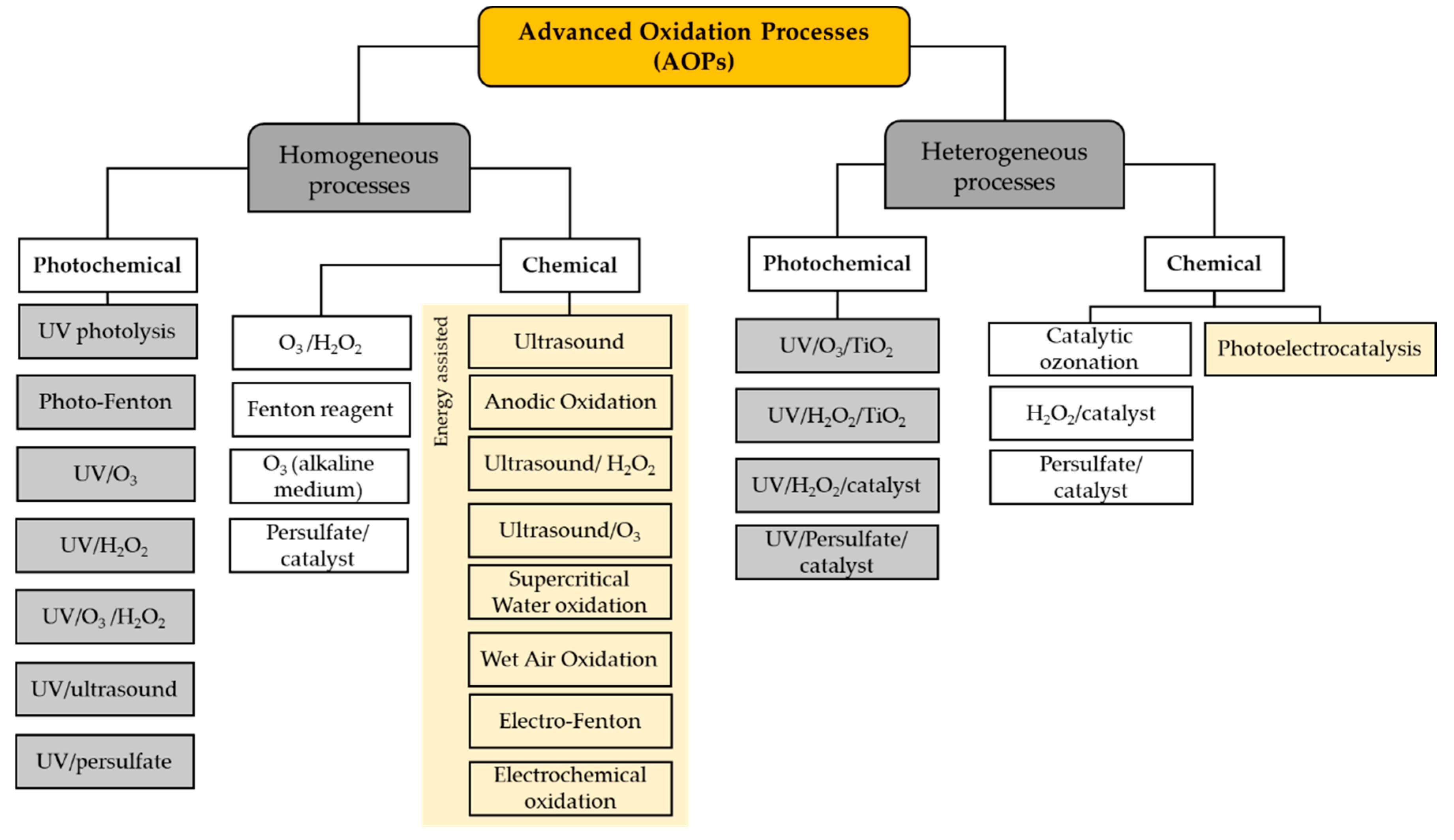{kind=link}
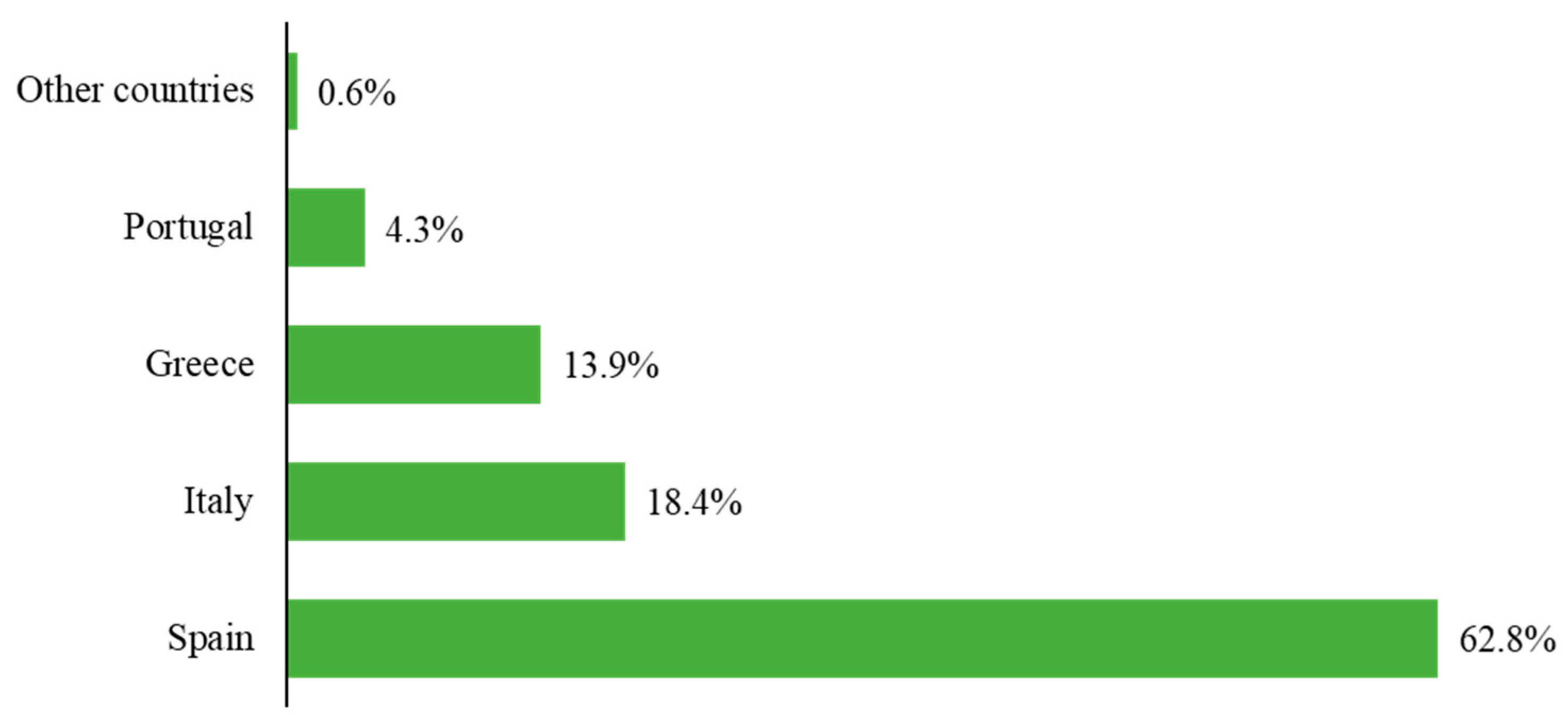{kind=link}
{kind=link}
{kind=link}
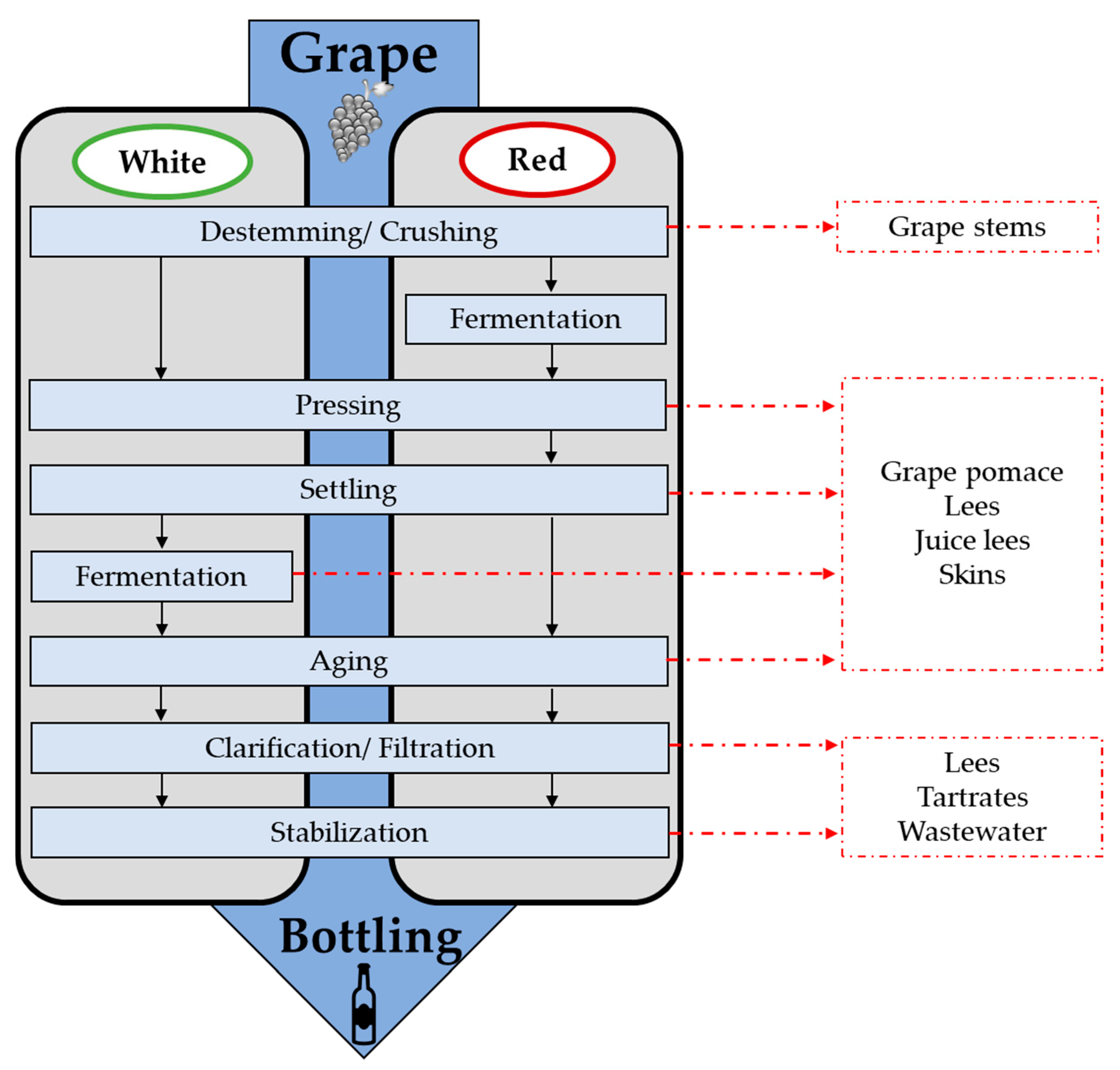{kind=link}
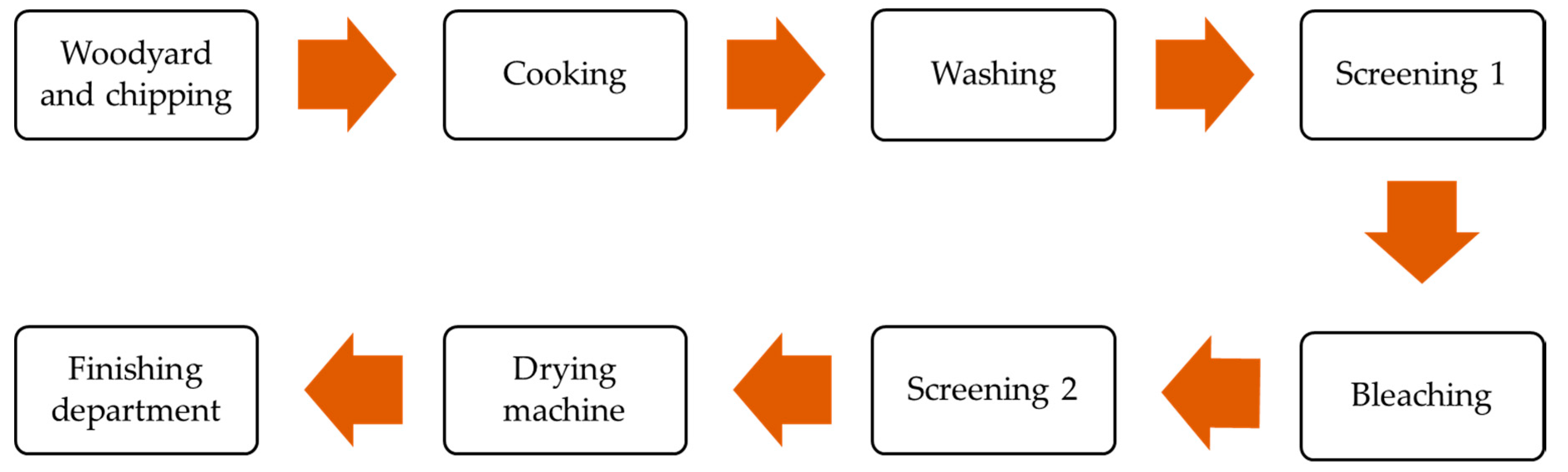{kind=link}
Table 1.
Comparison of standard reduction potentials of commonly used oxidants [12].
Table 1.
Comparison of standard reduction potentials of commonly used oxidants [12].
| Oxidant | Oxidation Potential, E0 (V) |
|---|---|
| Fluorine (F2) | 2.87 |
| Hydroxyl radical (HO•) | 2.80 |
| Sulfate radical (SO4−•) | 2.60 |
| Ozone (O3) | 2.08 |
| Hydrogen peroxide (H2O2) | 1.78 |
| Persulfate (S2O82−) | 2.12 |
| Permanganate (MnO4−) | 1.68 |
| Chlorine dioxide (ClO2) | 1.57 |
| Chlorine (Cl2) | 1.36 |
Table 2.
Main physicochemical characteristics of olive mill wastewaters (OMWs) [19,22,23]. Abbreviations: COD: chemical oxygen demand; BOD5: biochemical oxygen demand; TOC: total organic carbon.
| Parameter | Range of Values |
|---|---|
| pH | 4.5–5.7 |
| COD (g O2/L) | 16.5–190 |
| BOD5 (g O2/L) | 41.3–68.7 |
| TOC (g C/L) | 53.3–74.9 |
| Conductivity (mS/cm) | 5–41 |
| Total phenols (g/L) | 12.6–21.7 |
| Total suspended solids (g/L) | 1.25–8.74 |
| Total nitrogen (g/L) | 0.06–1.15 |
| Total phosphorus (as P2O5) (g/L) | 0.73–1.1 |
| Fats and oils (g/L) | 1.77–3.84 |
| Organic acids (g/L) | 2.47–7.28 |
Table 3.
Olive mill wastewater (OMW) treatments by AOPs.
| OMW Origin | Treatment Process | Observations | Reference |
|---|---|---|---|
| Olive oil processing plant near El-Asamalia, Egypt (TSS 8.5 g/L; COD 117.9 g/L; BOD5 22.5 g/L; TP 6.3 g/L) | photo-Fenton and heterogeneous photocatalysis (TiO2, ZrO2 and FAZA) | Photo-Fenton process and TiO2 photocatalysis (8 h treatment), COD and TP removals of 87%, 97%, and 69%, 40% respectively. BOD5/COD ratios of both pre-treated photo-Fenton and TiO2 photocatalysis increased from 0.19 to 0.8 and 0.66, respectively | [28] |
| Olive oil production plant located in Extremadura, Spain (pH 4.8; BOD 52 g/L; COD 112 g/L; TP 2.20 g/L; TSS 5.14 g/L) | Ozonation and aerobic processes alone, O3/aerobic, aerobic/O3 | The combined process resulted in higher COD removal (82%) than either single stage treatment | [34] |
| OMW from a stepwise extraction procedure (3-phase process) in the North of Portugal (COD 44 g/L; pH 4.0) | Biological process (with fungi)/Fenton oxidation, and Fenton/biological | Toxicity was quite high also after biological process/photo-Fenton oxidation | [35] |
| Olive oil production plant located at Extremadura, Spain (4.8; COD 92.5 g/L; BOD 32,1 g/L; TP 2,1 g/L) | Fenton’s reagent process combined with anaerobic digestion | Fenton’s reagent achieved 17.6% and 82.5% of COD and TP, reductions, respectively. Combined process presented an improvement COD degradation (from 64 to 88%) | [33] |
| Olive mill located in Navalvillar de Pela, southwestern Spain (pH 4.85; BOD 89 g/L; COD 165 g/L; TP 5.78 g/L) | Fenton process on 10 times diluted OMW samples | COD removal was 85–90% after 3–4 h treatment with 0.01 M of Fe(II), 1 M of H2O2 and pH 2.8 | [36] |
| Olive oil plant (discontinuous process) from Vila Flor, Portugal (pH 4.3; COD 60.5 g/L; BOD 10.2 g/L; TP 0.56 g/L) | Fenton’s reagent | Under optimal operational conditions (pH 3.5, T 30 °C, H2O2/Fe2+ molar ratio of 15 and a H2O2/COD ratio of 1.75 makes was possible to achieve a COD conversion of 70% | [37] |
| Continuous three-phase mill located in Salerno province southern Italy (pH 4.3; COD 53.1 g/L; TSS 6.7 g/L) | Comparison among Fenton, photo-Fenton and TiO2 photocatalysis on pre-coagulated and diluted OMW | The best COD removal was achieved with photo-Fenton process (93%) after 1.0 h treatment. TiO2 photocatalysis did not significantly decrease COD | [38] |
| Three-phase processing plant located in Sfax, Tunisia. (pH 5.2; COD 19 g/L; TP 672 mg/L) | Fenton Oxidation with zero-valent iron | With a pH value within 2 and 4 the maximum COD removal was 92% | [7] |
| Continuous processing plant (pH 5.09; TSS 26.7 g/L; COD 121.8 g /L; TP 6.2 g/L) | Ozonation followed by anaerobic digestion | About 50% reduction of TP after 3h treatment; COD remained almost unvaried. Longer lag phase and a lower ethane production compared to untreated OMW | [29] |
| Olive mill plant with a daily olive processing capacity of 100 ton in Bursa City, Turkey (pH 4.65–5.50; SS 65 g/L; COD 185.6 g/L; TP 9.68 g/L) | Acidification (pH 2) /coagulation/ AOPs (H2O2/UV and O3/UV) | Both H2O2/UV (pH 2) and O3/UV (pH 7) were found to give practically same COD and TP removal efficiencies (over 99%) | [20] |
| Olive oil ill in Jaén, Spain (COD 3.0 g/L; TOC 840 mg/L; pH around 6) | Conductive diamond electro-oxidation (CDEO), ozonation and Fenton oxidation | Only CDEO allowed the complete mineralization of OMW. Ozonation and Fenton oxidation led to the generation of intermediates (mainly carboxylic acids) | [39] |
| Two olive mills (W1 and W2) located in the region of Chania, Crete, Greece (pH, TSS, TP, COD of W1 and W2 were 5.3, 36.7, 3.5 and 61.1 g/L and 5.1, 52.7, 2.5 and 29.3 g/L, respectively) | Coagulation and Fenton oxidation | Coagulation achieved a COD and TP removal between 10–40% and 30–80%, respectively. The combined process increased COD reduction to about 60% | [40] |
| OMW collected from washing olives and olive oil from an olive oil mill in Seville (pH 5.98; COD 7.06 g/L; BOD 0.68 g/L; Turbidity 1390 NTU; TP 86 mg/L) | Photo-Fenton process using FeCl3 as a catalyst | At pH 3 and 3.0 g/L of catalyst were registered >90% of removal percentages (TOC, TP and turbidity) | [41] |
| Three-phase olive mill from Nicosia, Cyprus (pH 5.3; COD 43.3 g/L; TP 1.67 g/L) | (A) Sequential coagulation–flocculation, (B) solvent extraction and (C) photo-Fenton oxidation | The addition of 6.67 g/L of FeSO4.7H2O and 0.287 g/L Flocan23 in (A) achieved 72% and 40% removal of COD and TP, respectively Combined treatment reduced the remaining COD and TP by 73% and 87%, respectively. for (240 min; 0.2 g/L Fe2+; 5 g/L H2O2 and pH 3) | [42] |
| Three-phase olive mill located in Larnaca, Cyprus (pH 5.7; COD 13.5 g/L; TP 3.1 g/L) | Solar Fenton combined with previous coagulation-flocculation | Coagulation-flocculation using FeSO4·7H2O (6.67 g/L) and Flocan23 (0.287 g/L) followed by solar Fenton in a CPC pilot plant ([Fe2+] = 0.08 g/L; [H2O2] = 1 g/L), led to a high COD removal (87%), while the polyphenolic fraction was eliminated | [6] |
| Olive mill company in Badajoz, Extremadura, Spain (pH 4.8; COD 92.5 g/L; TP 2.1 g/L) | Fenton’s reagent pre-treatment combined with an aerobic biological process | Fenton reagent-biologic combined process allowed a global removal of 80.7% COD and 93.7% TP using H2O2/COD ratio of 0.20, a pH 3.5 and a H2O2/Fe2+ molar ratio of 15 | [43] |
| Olive oil mill plant in Bursa, western Turkey (pH 4.91; COD 128 g/L; TSS 36.3 g/L; TP 3.44 g/L; TOC 26.4 g/L) | Physicochemical methods (acid cracking, oil separation and coagulation-flocculation) ultrafiltration and advanced oxidation processes (AOPs) | Physicochemical methods and ultrafiltration achieved 85% COD removal, 97% of oil & grease, 99% of TSS and 92% of TP; Combined O3/H2O2/UV achieved 99% removal for COD, TP and TOC | [44] |
| OMW anaerobically treated and diluted 1:10 (COD 1960 mg/L; TP 90 mg/L) | Suspended mixture of TiO2 and powdered activated carbon (PAC) | Under optimal conditions (24 hours exposure to 7.6 W/m2 irradiation; 3 g/L TiO2; 0.45 g/L PAC; pH 4.3) were obtained 57.9% of COD removal and 87% of TP | [45] |
| OMW from Andalusian provinces of Jaén (pH 7.24; COD 1673 mg/L; TP 44 mg/L) and Granada (pH 6.32; COD 4137 mg/L; TP 50.6 mg/L), Spain mixed in portion 1:1 | Fenton-like reaction using FeCl3 as catalyst | Under operational conditions (pH 3.0, 100 g/L H2O2, [FeCl3]/[H2O2] ratio = 0.04, and ambient temperature) 92.6% of COD and 99.8% of TP were removed | [46] |
| OMW from several olive-oil mills in Granada, Spain (pH 6.1; COD 4017 mg/L; TP 66.2 mg/L) | Pilot scale Fenton-like process | Under operational conditions (3h at pH 3, [FeCl3/H2O2] ratio between 0.026–0.058, [Fe3+] between 0.35–0.40 g/L) achieve 96% COD reduction and 99% to phenols | [24] |
| Olive oil production plant in Irbid, Jordan (pH 5.6; COD 117.1 g/L; BOD 38 g/L; TSS 29.3 g/L; TP 2.7 g/L) | Combined advanced oxidation (O3 and UV/O3) and biodegradation | Sequential UV/O3 and biodegradation reach higher COD reduction (90.7%) with diluted samples (COD0 = 45 g/L) | [47] |
| OMW from the homogenization tanks of an olive mill in Bursa City, Turkey (pH 5.2; COD 115 g/L; TSS 32 g/L; TP 5.58 g/L) | Physicochemical pre-treatment (acid cracking and coagulation) and Fenton and Fenton-like processes | Acid Cracking combined with Fenton-like process (pH 3; [H2O2] = 3 g/L; [FeCl3] = 2.5 g/L) achieve a COD and phenols reduction of 93% and 95%, respectively | [48] |
| Three-phase olive oil extraction process (pH 4.5; COD 16.5 g/L; TP 135.8 mg/L) | Photocatalytic oxidation (using TiO2 and Fe2O3 as nanomaterial catalysts) combined with biological degradation by fungi | The chemical treatment system (nano-TiO2/H2O2/UV) promoted 43%, 38% and 31% reductions in color, COD and TPC, respectively | [49] |
| Olive oil from continuous processing plant located in Algeria (pH 4.7; COD 74 g/L; TP 20.56 g/L) | Cu2+/H2O2 Fenton-like process | The phenolic compounds degradation was about 43% at 30 °C and 62% at 50 °C after 65 min treatment, using 12 M of oxidant and 0.5 g/L of catalyst | [50] |
| Olive oil plant from Iran (pH 5.02; COD 55.8 g/L; BOD5 8.25 g/L; TP 0.44 g/L) | Integrated three processes: coagulation, acid cracking and Fenton-like | Coagulation process with FeCl3 removed 91.2% of COD and 91.3% phenols. Acid cracking and Fenton-like achieved COD and phenol removal about 94% and 98%, respectively. BOD5/COD ratio increased from 0.14 to 0.83 | [51] |
Table 4.
Winery wastewaters main characteristics.
| Parameter | Range of Values | Reference |
|---|---|---|
| pH | 3.5–4.95 | [57,58,59,60,61,62] |
| Conductivity (mS/cm) | 1.1–5.6 | [63,64,65] |
| BOD5 (g O2/L) | 0.2–22 | [57,59,61] |
| COD (g O2/L) | 0.3–49 | [57,58,59,60,61,62,66] |
| TOC (g C/L) | 0.04–7.4 | [57,65,67,68] |
| TSS (g/L) | 0.2–1.7 | [57,58,61,62,66] |
| Total phenols (g/L) | 0.010–0.70 | [58,60] |
| Total nitrogen (mg/L) | 10–415 | [59,60,69] |
| Total phosphorus (mg/L) | 2.1–280 | [60,65,66,70] |
Table 5.
Application of AOPs to winery wastewater (WW) treatment.
| Winery Wastewater Origin | Treatment Process | Observations | Reference |
|---|---|---|---|
| Winery industry from Chania, W. Crete, Greece, after vinification process (pH 5.5–6.5; COD 1200 mg/L; DOC 435 mg/L) | Solar photo-Fenton | COD removal of 80% after 240 min irradiation (2 g/L H2O2 consumption; 25 mg/L Fe2+) and after 340 min irradiation (1.27 g/L H2O2 consumption; 5 mg/L Fe2+) | [77] |
| Wine factory located in Badajoz, Spain (pH 3.8; COD 35 g/L; TOC 11.3 g/L) | Wet oxidation processes | Catalytic wet peroxide oxidation achieved 80%of COD and TOC removals (optimal conditions: 4 h reaction time, graphite 5 g/L; pH 3.8; 125 °C) | [55] |
| Synthetic wastewaters diluted from commercial wine and grape juice (COD 5.0–10 g/L; TOC 1.5–3.0 g/L) | Photo-Fenton process with simulated solar radiation | Up to 95% TOC removal was achieved. The influence of the initial organic matter concentration and the reaction time were almost negligible for the confidence level selected (90%) compared to Fe3+ and H2O2 dosages | [74] |
| Winery wastewater at vintage period in October 2012 (pH 6; COD 5353 mg/L; TS 5040; BOD5 424 mg/L; TP 20 mg/L) | Reverse osmosis (RO) and oxidation of the concentrate by solar photo-Fenton | The removal of COD by the RO process reached 97% total suspended solids 94%, and total solids 96%. Treatment of the concentrate (COD 10290 mg/L) by solar photo-Fenton oxidation achieved a COD reduction of 75% | [69] |
| Wine industry located in Almendralejo, Spain (pH 7.1; COD 9.25 g/L; BOD 7.1 g/L; TP 268 mg gallic acid/L) | TiO2 adsorption, O3, UV/O3, UV/TiO2, and UV/TiO2/O3. WWs samples were diluted with tap water before treatment (COD 800 ± 100 mg/L) | Contrary to the use of ozone alone, UV/O3/TiO2 process led to the total mineralization of the COD removed | [80] |
| Commercial wine company located in the Swan Valley, Australia | UV and UV/TiO2 (0.5, 1.0 and 3.0 g TiO2/L) | The best COD and TOC removals were achieved with UV alone probably because of the TiO2 shading effect on the light (UV/TiO2 efficiency increased as catalyst loading decreased) | [79] |
| Wine production factory located in the Douro region, Portugal (pH 4; COD 4650 mg/L; UV254 1.562 L/cm; TC 1255 mg/L; TP 103 mg/L) | A pilot-scale, bubble column ozonation reactor | The higher removal rates (COD and UV254) were observed at alkaline pH as a result of higher formation of radicals | [60] |
| Wine industry located in the district of Paphos, Cyprus (pH 10.6 1; COD 1625 mg/l; TS 15 086 mg/L; TSS 1259 g/L; BOD5 3250 mg/L) | Photo-Fenton process as post-treatment of physical-biological treatment. | COD or BOD removal in photo Fenton process was as high as 80% after 4 h of reaction. The combined biological + photo-Fenton oxidation resulted in 95% COD removal | [64] |
| WWs as for Lucas et al. [60] | Ozone-based AOPs (O3, O3/UV and O3/UV/H2O2) | At the natural pH (4) process efficiency was in the following order: O3/UV/H2O2 > O3/UV > O3 > UV-C. COD and TOC removal increased as pH was increased to 7 and 10). The O3/UV/H2O2 may be the most economical process (1.31 Euro/m3/g of TOC mineralized under optimized conditions) | [73] |
| Winery samples from Zagreb, Croatia, collected during the vintage period (pH 3.74; COD 10 240 mg/L; SS 2860 mg/L; turbidity 3190 NTU) | Electrochemical methods (EC) and ultrasound (US) combined with AOPs (O3 + UV + H2O2) | The combined treatment achieved 77 % of COD reduction and over 99% on color, turbidity, suspended solids and phosphates | [81] |
| Spain wine producer located in Castilla-La Mancha (pH 12.4; TS 12.06 g/L; TOC 2674 mg/L) | Pre-treatment using coagulation-flocculation or precipitation + ferrioxalate induced solar photo-Fenton process | Under optimal conditions, 61% TOC removal (H2O2 260 mg/L; H2C2O4 80 mg/L; pH 3.5) | [67] |
| Winery wastewater pre-treated in an MBR operating at a winery located in Limassol, Cyprus (pH 8.2; TS 2 g/L; COD 120 mg/L; DOC 30 mg/L) | Solar photo-Fenton oxidation process (hv/Fe2+/H2O2) | COD, DOC and color removal of 70 ± 3.3%, 53 ± 3.7% and 75 ± 2.2%, respectively (optimal conditions: 120 min. of reaction time; Fe2+ 3 mg/L; H2O2 250 mg/L | [78] |
| Red wine company from Portugal after the vintage season (pH 4.1; COD 2958 mg/L; DOC 882 mg/L; TP 12 mg/L) | Solar photo-Fenton | COD removal of 95% (optimal conditions: pH 2.8; 55 mg Fe2+/L; 338 mM H2O2 consumption and UV dose of 100 kJUV/L) | [65] |
| Vinasses from industrial distillery located in Villafranca de los Barros, Spain (pH 3.7–4.1; COD 24.5 g/L; TS 21.51 g/L; TSS 12.51 g/L; BOD5 11.15 g/L) | O3, O3/UV/H2O2 and biological treatment by activated sludge system (previous centrifuged and filtered) | The organic matter removal by O3 alone (9%, 6 h) was improved by the simultaneous presence of UV and H2O2 (58%, 6 h). O3 pre-treatment improved (from 28 to 39%) activated sludge process efficiency | [72] |
| Synthetic wastewaters diluted from commercial wine and grape juice (COD 5.0–10 g/L; TOC 1.5–3.0 g/L) | Heterogeneous photo-Fenton (using natural clay as iron source) with simulated solar radiation | Up to 50% TOC removal was achieved. The degree of organic matter removal from WW did not depend on the particle size of the clay. For WW the degree of organic matter removal depends neither on the concentration of the clay nor the initial concentration of organic matter | [68] |
| Winery company from Sabrosa, Portugal (pH 4.3; COD 5.18 g/L; BOD5 1.29 g/L; TSS 556 mg/L; TP 5.49 mg/L) | Integrated coagulation Fenton-like system followed by biological biodegradation. | The integrated oxidative process endorses a global COD removal of 56.6% and enhanced the biodegradability (BOD5/COD = 0.4). After biological treatment (7 days) 74% of COD removal was achieved | [82] |
Note: 1 high pH is due to washing of various items of equipment with KOH.
Table 6.
Pulp and paper mill wastewater main characteristics.
| Parameter | Range | References |
|---|---|---|
| pH | 3.9–8.2 | [88,89,90,91] |
| BOD5 (mg O2/L) | 480–1353 | |
| COD (mg O2/L) | 1314–4100 | |
| TSS (mg/L) | 83–605 | |
| Sulphates (mg/L) | 238–596 | [88] |
| Total polyphenols (mg/L) | 198–217 | [90] |
Table 7.
Pulp and paper mill wastewater treatment by AOPs.
| Pulp and Paper Mill Wastewater | Treatment Process | Observations | Reference |
|---|---|---|---|
| Company of paper pulp preparation in Columbia (pH 7.7; TOC 2129 mg/L; chlorophenol 15.3 mg/L) | Biological and photocatalytic coupled system | After 10 days of biological treatment coupled with ZnO and TiO2 systems were obtained degradation rates over 90% | [94] |
| Pulp mill wastewater (PMW) from cellulose company in Portugal (pH 7.9; DOC 348 mg/L; COD 899 mg/L; TP 217 mg/L) | Solar photo-Fenton | With 5 mg Fe/L reaches 90% of DOC mineralization with 31 kJ/L of UV energy and 50 mM of H2O2; with 20 and 50 mg Fe/L can reach the same DOC degradation (90%), however, consuming less H2O2 and time | [95] |
| Pulp mill wastewater from pulp and paper industry located in Aliağa/Izmir, Turkey (pH 7.12–8.50; COD 608–1500 mg/L; TOC 206.2–303.2 mg/L) | AOP (TiO2/Fe(III)/ solar UV) | With 188 mg/L TiO2 and 0.5 mM Fe (III) achieved 78% and 64% removal of color and TOC, respectively | [89] |
| Wastewater used was obtained from Egyptian board paper mill industrial plant (pH 6.5; COD 2075 mg/L; TSS 1165 mg/L) | AOP (TiO2/solar UV) | At optimum dose of 0.75 g/L TiO2 and pH value of 6.5, 70.5% COD removal and 80% of TSS was achieved within 180 min. solar irradiation time | [96] |
| Paper pulp mill located in the center of Portugal (pH 7.7; COD 1802 mg/L; TSS 443 mg/L; DOC 820 mg/L) | Sequential biological (using yeasts) process and solar photo-Fenton | Using Cryptococcus podzolicus (AGG 691) with 32 h of incubation achieved 68% of COD removal; solar photo-Fenton under best conditions (with 19 hJ/L of energy, 41 mM of H2O2 consumed and [Fe2+] = 10 mg/L) achieved 90% DOC mineralization | [90] |
| Wastewater (mixture of alkaline and fiber wastewater) from Iran pulp and paper Industry (pH 8.0; COD 1.5 g/L; BOD 563 mg/L; TSS 2.1 g/L) | Sequential biological process (SBR) followed by Fenton oxidation | The treatment combination achieved 92.1% of COD reduction and 90.3% of color removal after 24h-SBR and 30 min-Fenton using [Fe2+] = 3 mM and [H2O2] = 6 mM | [97] |
Table 8.
Additional agro-industrial wastewater treatment by AOPs.
| Agro-Industrial Wastewater | Treatment Process | Observations | Reference |
|---|---|---|---|
| Beverage industrial wastewater—juice drink from orange, grape and guava (pH 7.2; COD 1750 mg/L; BOD5 894 mg/L; TSS 1620 mg/L) | Coagulation/ Flocculation | Under optimal conditions (pH 9; 25 mg/L polyelectrolyte and 100 mg/L ferric chloride) 91% and 97% removal of COD, and TSS, respectively, were achieved. | [103] |
| Coffee industry wastewater (pH 4.6 and COD 4300 mg/L) | AOPs (UV/H2O2/O3, UV/H2O2 and UV/O3) | The UV/H2O2/O3 process was capable of reducing the COD content of the wastewater by 87% in 35 min at pH 2.0 while the UV/H2O2 and UV/O3 reduced 84% of COD content. | [104] |
| Cheese whey wastewater (pH 4.0; COD 13 494 mg/L; BOD5 11 686 mg/L; TSS 3317 mg/L) | Coagulation/Flocculation + Aerobic biodegradation | At pH 8.5 using 250 ppm of ferric chloride and ferrous sulphate and subsequent aerobic biodegradation of supernatant achieve the reduction of COD and BOD to values close to 100%. | [105] |
| Palm oil mill effluent (pH 4.7; COD 67 700 mg/L; TSS 30 000 mg/L) | Coagulation/Flocculation | Using C. obtusifolia seed gum as coagulant in optimal operational conditions (1.0 g/L of seed gum concentration, pH 3 for 45 min settling time) achieved 93% of TSS removal and 65% of COD. | [101] |
| Wastewater from beverage industries (pH 5.35, COD 6.5 g/L, BOD5 4.4 g/L, TOC 1.99 g/L) | Solar photo-Fenton mediated by ferrioxalate complexes | Under selected conditions (H2O2 = 460 mL/h, H2C2O4 = 2100 mL/h, [Fe] = 150 mg/L, pH = 2.79, solar power = 35.8 Wh) 96.6% of TOC was removed 125 min, respectively. | [102] |
| Wastewater from dairy company (pH 6.3; COD 2.5 g/L; TDS 0.98 g/L) | Electro-Fenton process using iron electrode | Optimum operational conditions achieved 93.3% of COD removal (90 min, current density of 56 mA/cm2, pH of 7.52, and H2O2/Fe2+ molar ratio of 3.965). | [106] |
| Crystallized-fruit wastewater (pH 6.95; COD 35.4 g/L; BOD 6.6 g/L; TP 0.38 g/L; TSS 1.85 g/L) | UV-A LED photo-Fenton followed by coagulation/ flocculation | Combined treatment achieved 80% of COD removal 99% of turbidity and 95% of total suspended solids | [107] |
| Wastewater from elderberry juice production (pH 6.7; COD 680 mg/L; TSS 370 mg/L; TP 29.1 mg/L) | Fenton’s oxidation | Fenton’s reaction was able to remove 70% of COD (corresponding to a final value below discharge limits, 150 mg O2/L). | [108] |
| Wastewater prepared from whey powder obtained from a milk industry (COD 48 – 52 g/L; Lactose 40 g/L; fat 0.5 g/L) | Electrochemical treatment | In the RSM runs, the highest COD removal (53.32%) was achieved to the selected values for the independent variables (waste concentration: 60 %; applied voltage: 60 V; electrolyte concentration: 25 g/L). | [109] |
| Lactic acid compound simulating a primary contaminant in acid whey from dairy industry | Electrochemical oxidation | The use of iridium-based catalyst in electrochemical oxidation allowed a complete oxidation of lactic acid into mainly CO2, from water samples. | [110] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Amor, C.; Marchão, L.; Lucas, M.S.; Peres, J.A. Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review. Water 2019, 11, 205. https://0-doi-org.brum.beds.ac.uk/10.3390/w11020205
AMA Style
Amor C, Marchão L, Lucas MS, Peres JA. Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review. Water. 2019; 11(2):205. https://0-doi-org.brum.beds.ac.uk/10.3390/w11020205
Chicago/Turabian StyleAmor, Carlos, Leonilde Marchão, Marco S. Lucas, and José A. Peres. 2019. "Application of Advanced Oxidation Processes for the Treatment of Recalcitrant Agro-Industrial Wastewater: A Review" Water 11, no. 2: 205. https://0-doi-org.brum.beds.ac.uk/10.3390/w11020205
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.